
Agilent Technologies MS-101 Rotary Vane Vacuum Pump
| Brand | Agilent Technologies |
|---|---|
| Origin | USA |
| Manufacturer Type | Original Equipment Manufacturer (OEM) |
| Product Category | Imported |
| Model | MS-101 Rotary Vane Pump |
| Instrument Type | Single-Stage Oil-Lubricated Rotary Vane Vacuum Pump |
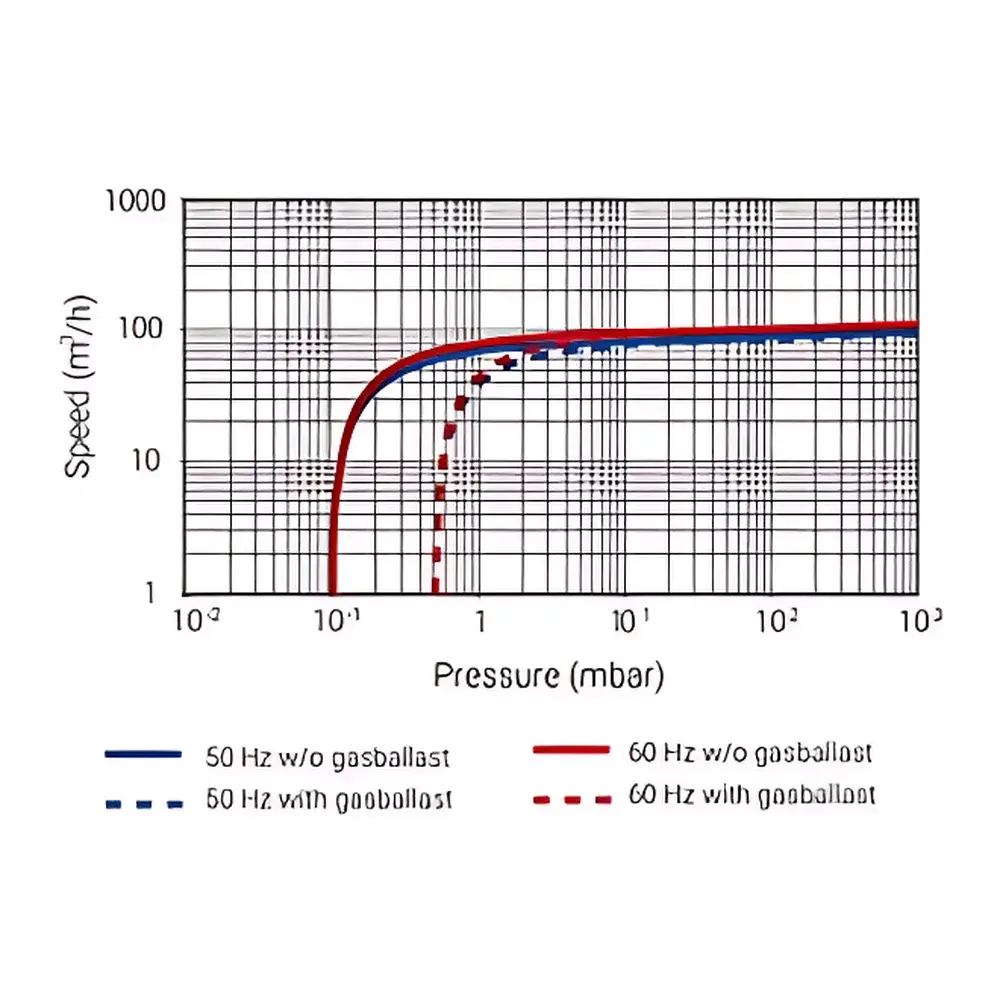
| Ultimate Pressure | 8 × 10⁻² mbar (6 × 10⁻² torr) |
| Cooling Method | Air-Cooled |
| Blade Material | Carbon-Fiber-Reinforced Composite |
| Rotor Material | Precision-Machined Steel |
| Integrated Features | Anti-Backstreaming Valve, Gas Ballast (Vapor Handling) Valve, Oil Mist Separator with Floating Oil Recovery Valve |
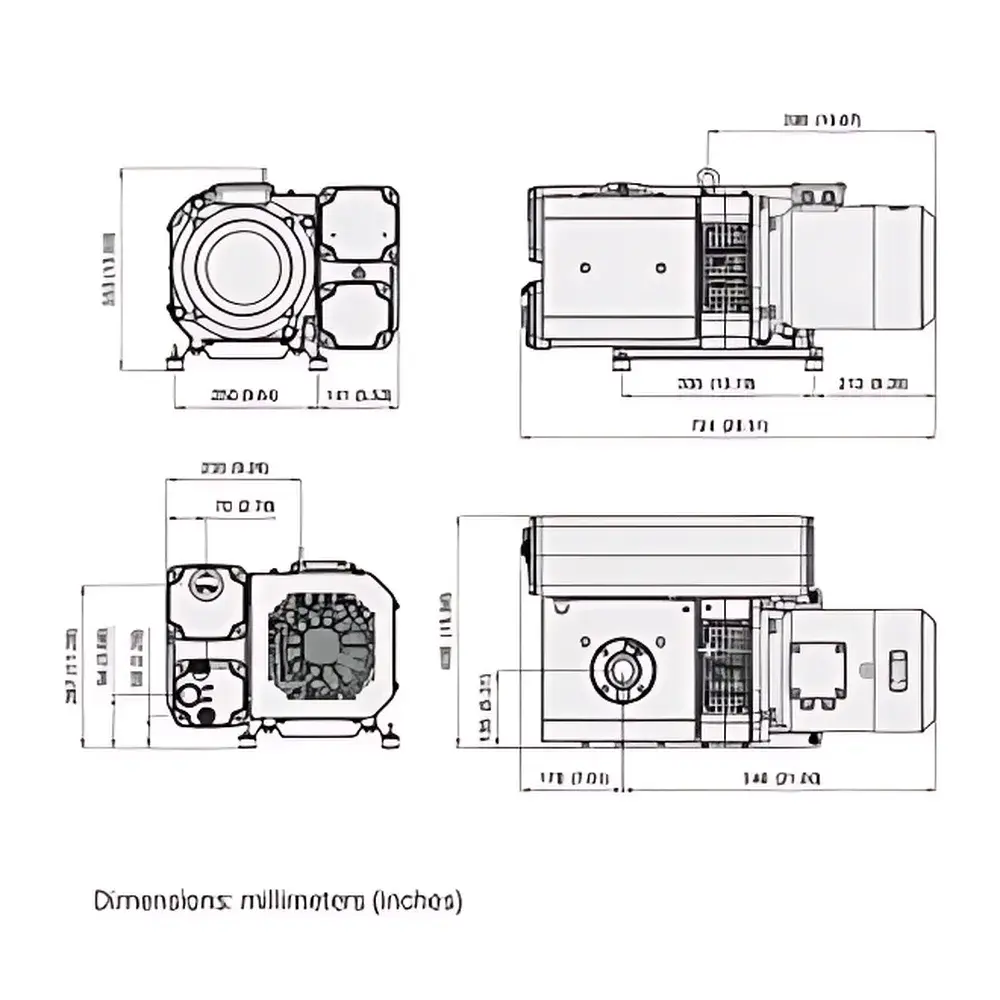
| Design | Compact, Low-Vibration, Maintenance-Optimized Architecture |
Overview
The Agilent Technologies MS-101 Rotary Vane Vacuum Pump is a single-stage, oil-lubricated vacuum pump engineered for high reliability and consistent performance in demanding laboratory and industrial vacuum environments. Operating on the classic rotary vane principle—where eccentrically mounted vanes slide radially within a rotating rotor to trap and compress gas—this pump delivers stable base pressures down to 8 × 10⁻² mbar (6 × 10⁻² torr), making it suitable as a primary backing pump for high-vacuum systems such as diffusion pumps, turbomolecular pumps, and cryogenic traps. Its air-cooled thermal management system eliminates dependency on external water lines or chillers, while its low-vibration mechanical architecture minimizes transmission of dynamic loads to sensitive downstream instrumentation—critical in applications like electron microscopy, mass spectrometry, and thin-film deposition.
Key Features
- Carbon-fiber-reinforced composite vanes: Provide superior wear resistance, dimensional stability under thermal cycling, and extended service life compared to conventional graphite or metal vanes.
- Precision-machined steel rotor: Ensures geometric integrity and long-term rotational balance, contributing to low noise and reduced bearing stress.
- Integrated anti-backstreaming valve: Prevents oil vapor migration into the vacuum chamber during pump shutdown or pressure transients—essential for contamination-sensitive processes including UHV-compatible coating and analytical instrumentation.
- Gas ballast (vapor handling) valve: Enables continuous operation in applications with elevated water vapor or solvent load, such as freeze drying, solvent recovery, or vacuum distillation, without rapid oil degradation.
- Oil mist separator with floating oil recovery valve: Captures >99.5% of entrained oil aerosols; the self-regulating floating valve returns recovered oil directly to the sump, minimizing oil consumption and reducing environmental discharge.
- Optimized oil circulation system: Maintains uniform lubrication film thickness across vanes and stator surfaces under variable load conditions, enhancing pumping efficiency and thermal stability.
Sample Compatibility & Compliance
The MS-101 is compatible with a wide range of non-corrosive, non-reactive gases and vapors typical in physical vapor deposition (PVD), thermal evaporation, helium leak detection, and vacuum heat treatment systems. It is not intended for use with aggressive halogenated compounds, strong oxidizers, or acidic vapors without supplemental trapping. The pump conforms to ISO 8573-1:2010 Class 4 compressed air quality standards for oil carryover when equipped with the standard mist separator. Its design supports compliance with GLP and GMP documentation requirements through traceable maintenance intervals and predictable oil change cycles. While not intrinsically rated for hazardous locations, it may be integrated into ATEX- or IECEx-compliant vacuum systems when installed per manufacturer-specified grounding and venting protocols.
Software & Data Management
The MS-101 operates as a standalone mechanical vacuum source and does not include embedded digital controls or network interfaces. However, its operational status—including inlet pressure (via optional analog output sensor), oil temperature, and motor current—can be monitored via third-party PLCs or SCADA systems using standard 4–20 mA or 0–10 V analog signals (when paired with Agilent’s optional monitoring kit). All maintenance logs, oil analysis reports, and service history are fully compatible with electronic lab notebook (ELN) platforms and enterprise asset management (EAM) systems. Audit trails for oil changes, filter replacements, and performance verifications align with FDA 21 CFR Part 11 data integrity expectations when implemented with validated procedural controls.
Applications
- Backing pump for high-vacuum systems: Diffusion pumps, turbomolecular pumps, and cryopumps in semiconductor fabrication, surface science, and accelerator physics labs.
- Industrial vacuum processing: Thermal annealing, brazing, sintering, and vacuum impregnation in metallurgical and aerospace manufacturing.
- Thin-film technology: Supporting electron beam evaporation, magnetron sputtering, and ion plating lines where low hydrocarbon backstreaming is critical.
- Leak detection infrastructure: Providing stable roughing vacuum for helium mass spectrometer leak detectors in HVAC, LNG transport, and nuclear component testing.
- Research-scale vacuum ovens and desiccators: Enabling reproducible dehydration, outgassing, and solvent removal under controlled low-pressure conditions.
FAQ
What is the recommended oil change interval for the MS-101 under continuous operation?
Under typical laboratory usage (≤8 hrs/day, ambient temperature <35°C), oil replacement is advised every 3,000 operating hours or annually—whichever occurs first. In high-humidity or solvent-rich environments, oil analysis is recommended at 1,000-hour intervals.
Can the MS-101 be used as a standalone high-vacuum source?
No. The MS-101 achieves a base pressure of 8 × 10⁻² mbar and is designed exclusively as a roughing or backing pump. It must be paired with a secondary high-vacuum pump to reach pressures below 10⁻³ mbar.
Is the pump compatible with Agilent’s vacuum gauge controllers and interlock systems?
Yes—via optional analog signal interface modules (e.g., Agilent 3000 Series Vacuum Gauge Controllers), enabling coordinated start/stop logic, overpressure protection, and automatic pump-down sequencing.
Does the MS-101 meet RoHS and REACH regulatory requirements?
Yes. All materials of construction, including pump oils supplied by Agilent, comply with EU Directive 2011/65/EU (RoHS 2) and Regulation (EC) No. 1907/2006 (REACH), with full declarations available upon request.



