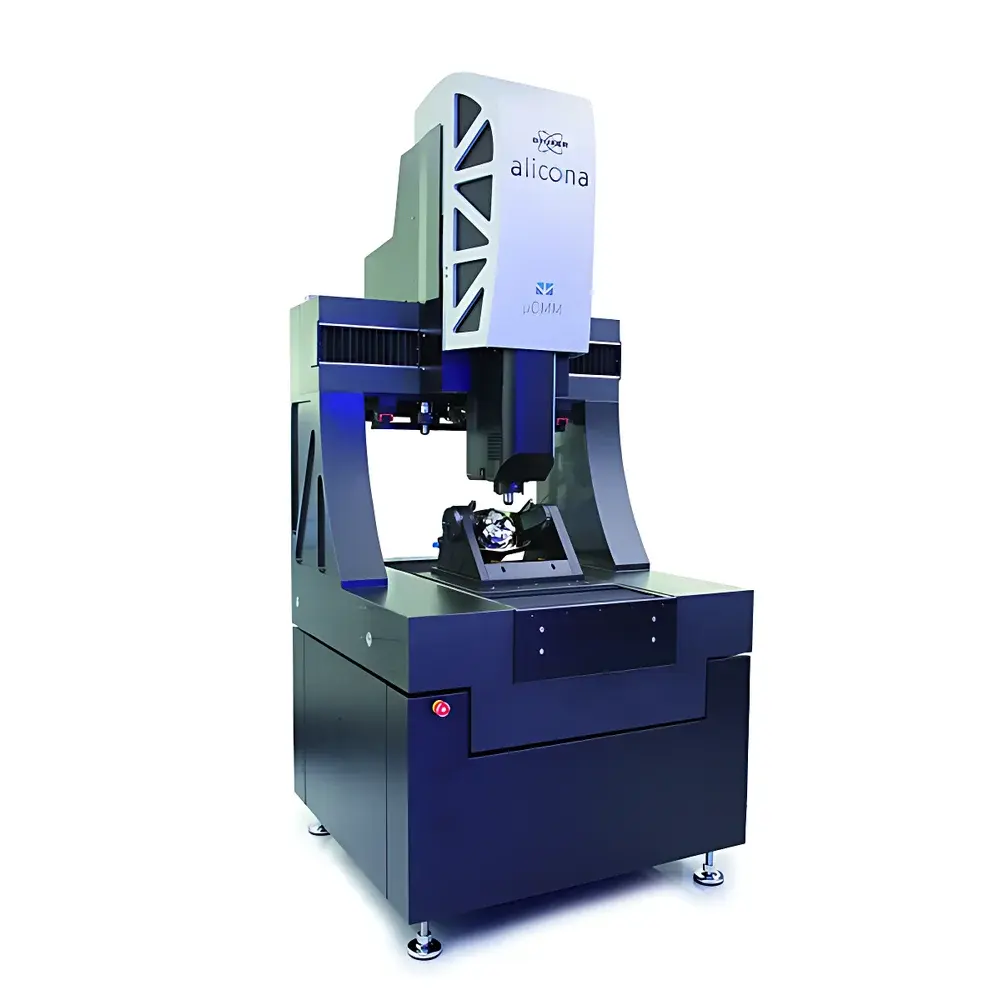
Alicona μCMM High-Precision Optical Coordinate Measuring Machine
| Brand | Alicona |
|---|---|
| Country of Origin | Austria |
| Manufacturer Status | Authorized Distributor |
| Origin Category | Imported |
| Model | μCMM |
| Price Range | USD 105,000 – 132,000 |
Overview
The Alicona μCMM is a metrology-grade optical coordinate measuring machine engineered for traceable, sub-micrometer 3D surface and geometric measurement without physical contact. Unlike conventional tactile CMMs or hybrid systems relying on stylus probing for geometry and separate optical sensors for topography, the μCMM implements Focus-Variation technology — a patented optical principle combining high-resolution autofocus imaging with precise vertical scanning to reconstruct both macro-geometric features (e.g., position, orientation, form) and micro-topographic characteristics (e.g., roughness, waviness, texture) within a single, unified coordinate system. This enables full GD&T evaluation (including ISO 1101-compliant form, orientation, location, and runout tolerances) alongside ISO 25178-compliant surface texture analysis — all from one measurement setup and one calibrated reference frame. Designed for metrology laboratories, precision manufacturing QA/QC environments, and R&D centers working with miniaturized components or high-value additively manufactured parts, the μCMM delivers certified measurement uncertainty down to 0.1 µm for height and 0.5 µm for lateral dimensions (traceable to PTB/NIST standards), making it suitable for first-article inspection, process validation, and compliance reporting under ISO/IEC 17025.
Key Features
- Focus-Variation optical principle enabling simultaneous acquisition of dimensional, geometric, and surface texture data in a single scan
- Integrated air-bearing linear axes with frictionless motion, ensuring long-term stability, repeatability ≤ 0.15 µm (2σ), and minimal mechanical drift over extended operation cycles
- Single-sensor architecture eliminating registration errors between tactile and optical modalities — critical for measuring complex freeform surfaces and micro-features on large substrates
- High-dynamic-range illumination and adaptive focus control for reliable measurement across surfaces ranging from matte polymers to mirror-polished metals (e.g., Cr-plated tool steel, silicon wafers, PCD inserts)
- Ergonomic, one-button controller with programmable automation sequences — supports guided workflows compliant with ISO 14253-1 and VDI/VDE 2634 Part 3
- Modular design accommodating optional accessories: rotary stages (for 4-axis measurement), temperature-compensated enclosures (for shop-floor deployment), and vibration-isolation platforms
Sample Compatibility & Compliance
The μCMM measures surfaces across a broad material spectrum including thermoplastics (e.g., PEEK, PEI), sintered carbides (WC-Co), ceramic composites (Al₂O₃, Si₃N₄), carbon-fiber-reinforced polymers (CFRP), monocrystalline silicon, and ultra-hard coatings (TiN, DLC, Cr). Its optical method is insensitive to electrical conductivity or magnetic properties, eliminating grounding or charging requirements. Specular reflectivity up to 98% (e.g., electroplated chromium) and diffuse reflectivity as low as 2% (e.g., black anodized aluminum) are accommodated via real-time exposure and focus optimization. All measurements comply with ISO 10360-8 (CMM verification), ISO 25178-600 (areal surface texture calibration), and ASTM E2923 (optical 3D scanning validation). System documentation supports GLP/GMP audit readiness, including full traceability logs, calibration certificates (with uncertainty budgets), and instrument qualification reports per IQ/OQ/PQ protocols.
Software & Data Management
Measurement and evaluation are performed using Alicona’s proprietary InfiniteFocus Software (v7.x), which provides ISO 1101-compliant GD&T analysis, ISO 25178-compliant surface texture parameter computation (Sa, Sq, Sdr, etc.), and multi-scale feature extraction (from mm-scale part alignment to nm-scale roughness). The software supports automated report generation in PDF/XML formats with embedded metadata (operator ID, timestamp, environmental conditions, calibration status). For enterprise integration, it offers OPC UA connectivity, SQL database export, and compatibility with MES/SPC platforms. Audit trails meet FDA 21 CFR Part 11 requirements, including electronic signatures, user access levels, and immutable change history for all measurement parameters and evaluation settings.
Applications
- Precision mold & die inspection: cavity geometry, draft angle verification, wear mapping on EDM-finished surfaces
- Medical device QA: surface finish of orthopedic implants (e.g., porous Ti-6Al-4V), dimensional verification of microfluidic channels
- Aerospace component validation: leading-edge radius on turbine blades, coating thickness uniformity on thermal barrier coatings
- Electronics packaging: coplanarity of BGA solder bumps, warpage analysis of PCB substrates
- Additive manufacturing: as-built surface integrity assessment, support structure removal verification, porosity quantification in LPBF parts
- Research metrology: correlation studies between manufacturing process parameters and resulting surface functionality (e.g., tribological performance, wettability)
FAQ
Does the μCMM require periodic recalibration by the end user?
No — the system employs self-calibrating optical encoders and built-in reference artifacts; however, annual traceable calibration by an Alicona-certified service engineer is recommended to maintain ISO/IEC 17025 compliance.
Can the μCMM measure transparent or semi-transparent materials?
Yes, with optimized lighting configuration and surface treatment (e.g., anti-reflective spray); measurement of glass, fused silica, and polymer optics is routinely performed in optical manufacturing labs.
Is the system compatible with existing CAD models for nominal-actual comparison?
Yes — STL, STEP, and IGES files can be imported directly; the software performs best-fit alignment, deviation mapping, and color-coded tolerance reporting aligned to ASME Y14.5 or ISO GPS standards.
What environmental conditions are required for optimal performance?
Operating temperature: 20 ± 1 °C with ≤ 1 °C/h drift; humidity: 40–60% RH non-condensing; vibration isolation class: VC-C or better (per ISO 20283-5); no active cooling required.
How is measurement uncertainty validated for specific applications?
Alicona provides application-specific uncertainty budgets per GUM (JCGM 100:2008), supported by inter-laboratory comparisons and NIST-traceable artifact measurements — documentation available upon request for regulatory submissions.