


ZEDO ZS-120Z Industrial Ultrasonic Humidifier for Textile Manufacturing Facilities
| Brand | ZEDO |
|---|---|
| Origin | Zhejiang, China |
| Manufacturer Type | Direct Manufacturer |
| Region of Origin | Domestic (China) |
| Model | ZS-120Z Industrial Ultrasonic Humidifier for Textile Facilities |
| Instrument Type | Ultrasonic Humidifier |
| Humidification Capacity | 36 kg/h |
| Recommended Coverage Area | 250–300 m² |
Overview
The ZEDO ZS-120Z is an industrial-grade ultrasonic humidifier engineered specifically for humidity control in textile manufacturing environments. It operates on high-frequency piezoelectric transduction—vibrating water at >1.7 MHz to generate sub-10 µm droplets that rapidly evaporate into ambient air without wetting surfaces or equipment. Unlike evaporative or steam-based systems, this technology delivers rapid, uniform humidification with minimal thermal load and zero condensation risk—critical in temperature-sensitive spinning, weaving, and winding operations where static charge, fiber cohesion, and yarn integrity are directly governed by relative humidity (RH). Designed for continuous 24/7 operation in ambient temperatures ranging from 5°C to 40°C, the ZS-120Z maintains RH within the optimal textile processing range of 50–70% RH, mitigating electrostatic discharge (ESD), fiber flyaway, yarn breakage, and web instability.
Key Features
- Ultrasonic transducer array with stainless-steel diaphragms for long-term stability and resistance to mineral scaling
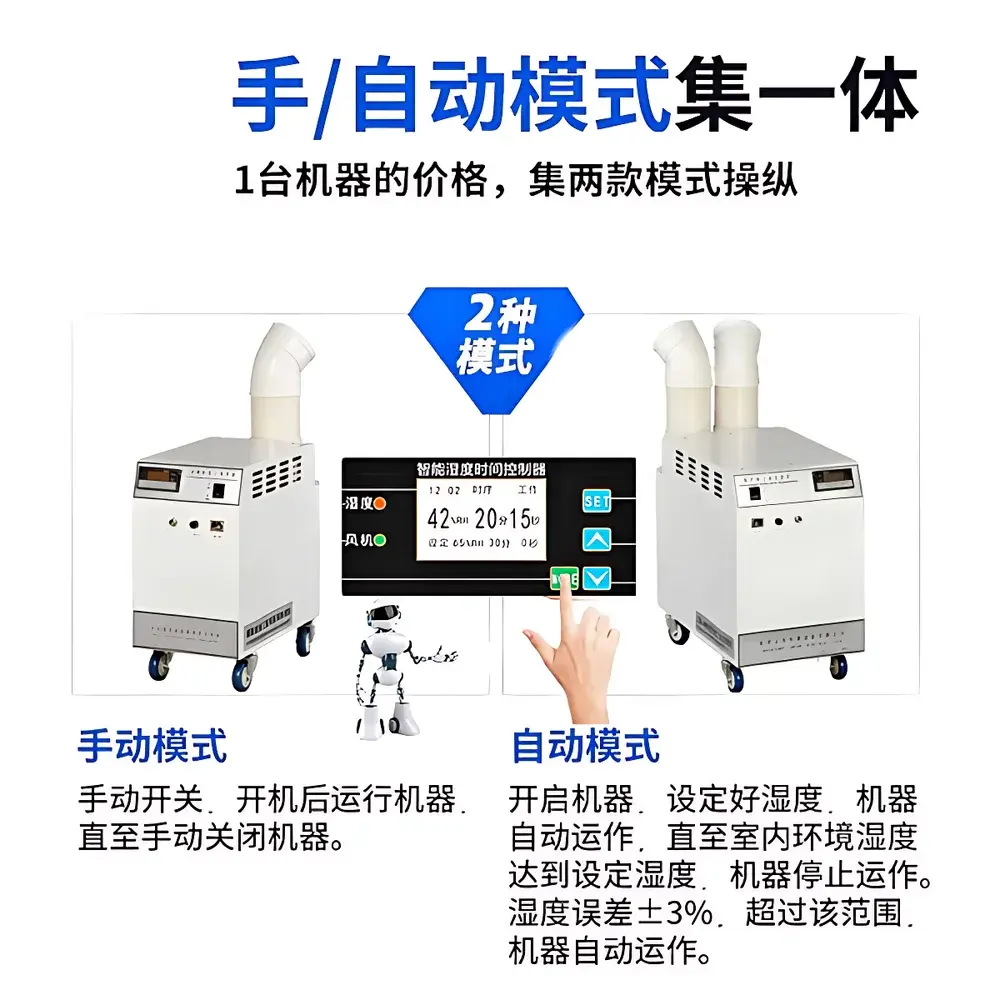
- Integrated digital hygrostat with ±3% RH accuracy and programmable setpoint hysteresis (50–75% RH)
- Auto-drain and anti-scale circulation system compatible with municipal tap water (TDS ≤ 300 ppm recommended)
- Modular design supporting wall-mount, ceiling-suspended, or duct-integrated installation
- Low-noise operation (<58 dB(A) at 1 m), suitable for proximity to looms and automated winding stations
- IP54-rated enclosure for dust and splash resistance in high-particulate textile environments
- Energy-efficient operation: 2.1 kW nominal power input for 36 kg/h output (≈58.3 g/kWh)
Sample Compatibility & Compliance
The ZS-120Z is validated for use in Class D cleanroom-adjacent textile production zones per ISO 14644-1, and meets EN 60335-1 (Household and Similar Electrical Appliances – Safety) and EN 60335-2-88 (Particular Requirements for Humidifiers). Its humidification output complies with OSHA 1910.94 (Ventilation and Air Contaminants) guidelines for airborne particulate control. While not classified as a medical or pharmaceutical device, its consistent RH delivery supports adherence to textile quality standards including ASTM D1776 (Standard Practice for Conditioning and Testing Textiles), ISO 139 (Textiles – Standard Atmospheres for Conditioning and Testing), and GB/T 6529 (Chinese National Standard for Textile Conditioning). No regulatory approval under FDA 21 CFR Part 11 or EU MDR is required, as it functions solely as an environmental conditioning unit—not a data-generating or patient-facing instrument.
Software & Data Management
The ZS-120Z features an embedded RS-485 Modbus RTU interface for integration into facility-wide Building Management Systems (BMS) or SCADA platforms. Optional ZEDO CloudLink gateway enables remote monitoring of runtime hours, cumulative humidification volume, inlet water temperature, and fault logs (e.g., low-water alarm, transducer overtemperature). Audit trails are timestamped and exportable in CSV format; all configuration changes are logged with user ID and time stamp—supporting GLP-aligned operational traceability. Firmware updates are performed via secure HTTPS OTA protocol with SHA-256 signature verification. No local GUI or touchscreen is provided; configuration is managed exclusively through BMS or terminal command-line interface (CLI) using standard AT-style commands.
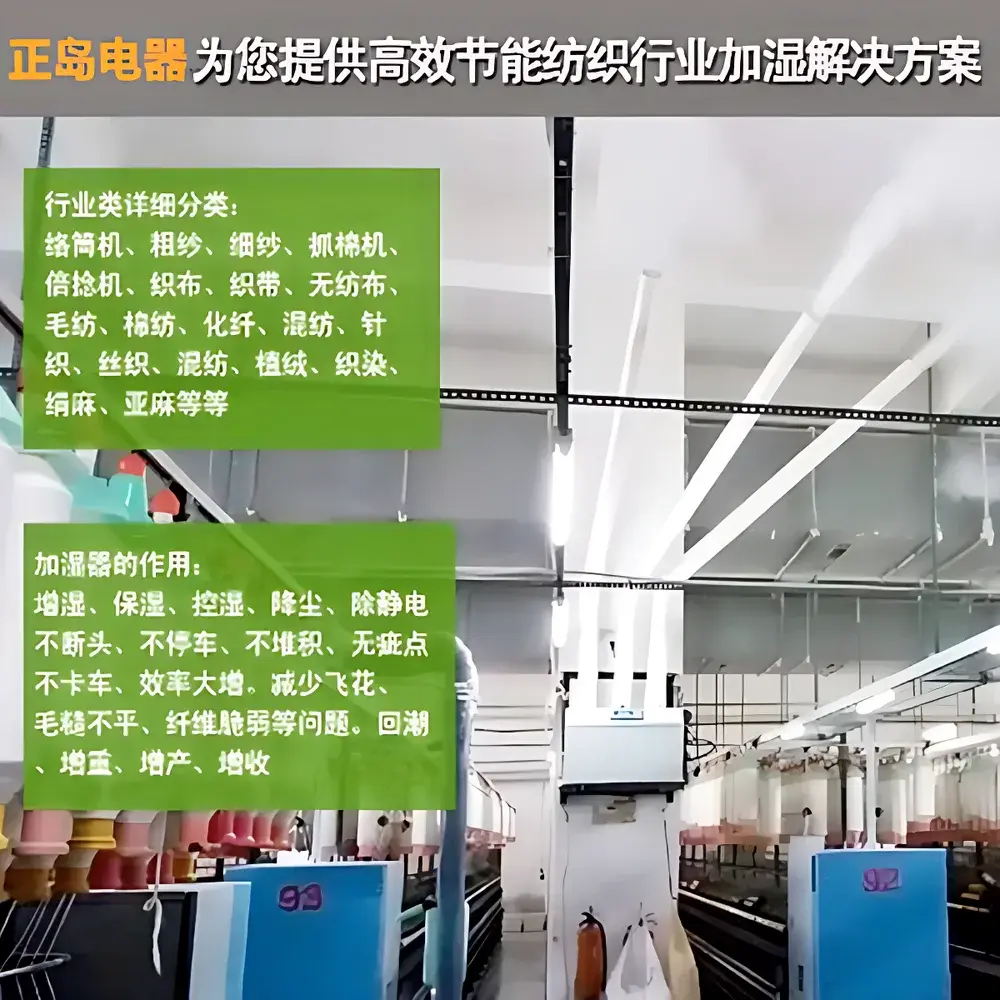
Applications
- Relative humidity stabilization in ring spinning, rotor spinning, and air-jet weaving halls to reduce yarn breakage and improve tensile strength consistency
- Prevention of electrostatic accumulation on synthetic fibers (polyester, nylon) and blended yarns during high-speed drafting and winding
- Reduction of airborne lint and microfiber dispersion in carding and combing zones, improving HEPA filter service life
- Stabilization of cotton sliver cohesion and roving integrity during drawframe operation
- Support for moisture regain equilibrium in natural fibers prior to dyeing and finishing—reducing batch-to-batch variation in absorbency
- Supplemental humidification in HVAC-dominant facilities where central systems lack fine RH resolution below ±5% RH
FAQ
What is the minimum water quality requirement for sustained operation?
Tap water with total dissolved solids (TDS) ≤ 300 ppm is acceptable; for TDS > 300 ppm, a reverse osmosis pre-treatment system is recommended to prevent transducer fouling.
Can multiple ZS-120Z units be synchronized for coordinated RH control across large车间 (workshop) zones?
Yes—via Modbus RTU daisy-chaining or BMS master-slave configuration, enabling proportional-integral (PI) control loops across up to 32 units on a single bus.
Does the unit require regular descaling maintenance?
With daily auto-flush cycles and optional anti-scale additive dosing (ZEDO ZA-100), scheduled descaling is required only every 6–12 months under typical textile plant water conditions.
Is the mist output visible or respirable?
The 5–8 µm droplets are optically invisible at ambient RH > 40%; particle size falls well below the 10 µm inhalable fraction threshold defined in ISO 7706, posing no occupational inhalation hazard.
How does the ZS-120Z compare to high-pressure nozzle humidifiers in terms of energy efficiency and maintenance?
Ultrasonic systems consume ~40% less energy than high-pressure systems delivering equivalent mass flow, and eliminate pump wear, nozzle clogging, and compressed air infrastructure requirements.



