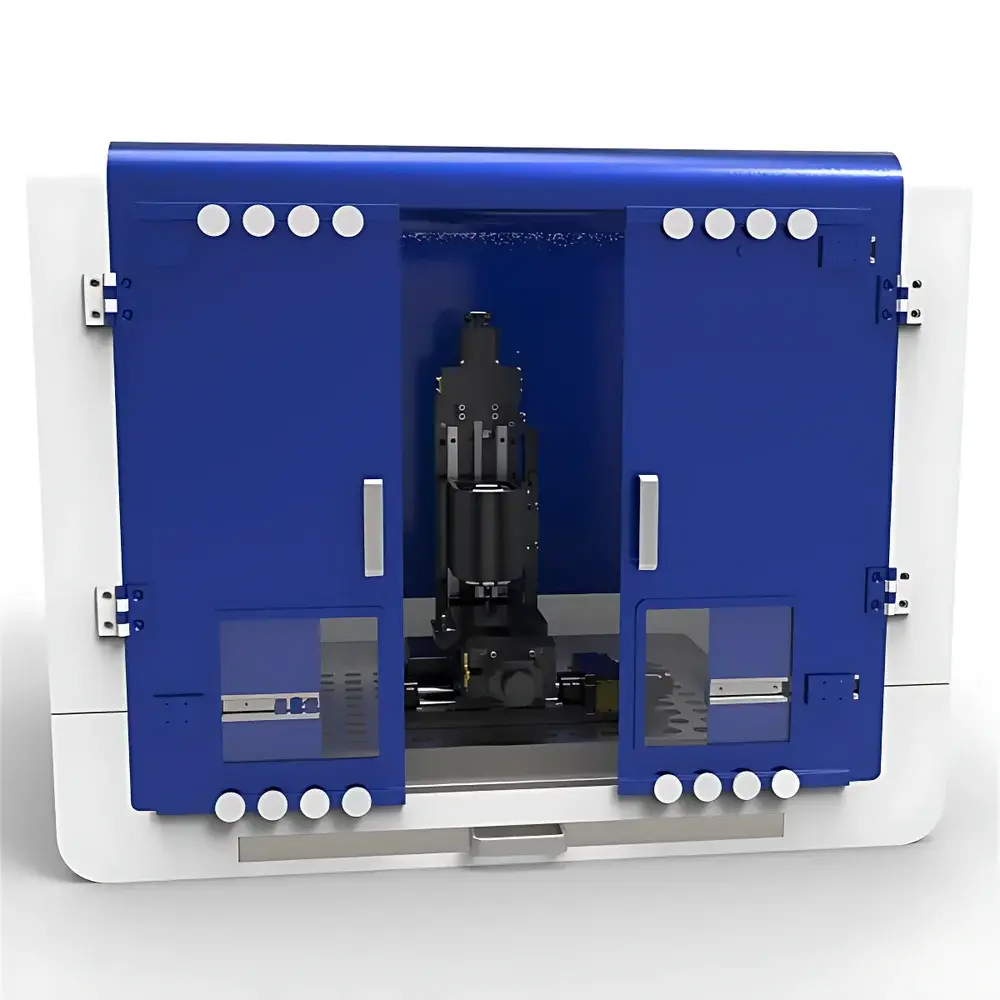
Abner ABN-3AX Desktop CNC Milling Machine
| Brand | Abner |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Model | ABN-3AX |
| Spindle Power | 0.75 kW |
| Max Spindle Speed | 12,000 rpm |
| X/Y Axis Travel | 50 mm |
| Z Axis Travel | 150 mm |
| Worktable Size | 120 × 120 mm |
| Rotational Capability | 360° continuous indexing (manual or optional motorized) |
| Cooling System | Integrated mist coolant delivery |
| Drive System | Precision servo motors with closed-loop feedback |
Overview
The Abner ABN-3AX Desktop CNC Milling Machine is a compact, high-precision three-axis numerically controlled machining platform engineered for prototyping, micro-fabrication, and precision material removal in constrained environments. Designed around a rigid cast-aluminum frame and guided by linear motion systems with preloaded linear guides and ground ball screws, the ABN-3AX delivers repeatable positional accuracy within ±5 µm under standard laboratory conditions. Its core architecture implements conventional milling kinematics—X-Y planar translation coupled with vertical Z-axis depth control—enabling orthogonal milling, contouring, drilling, and engraving across non-ferrous metals (e.g., aluminum, brass), engineering plastics (e.g., POM, PMMA, PTFE), wood composites, and soft ceramics. The machine operates on G-code instruction sets compliant with ISO 6983-1, supporting industry-standard CAM workflows via RS-232 or USB-based program transfer.
Key Features
- Compact footprint (420 × 380 × 410 mm) optimized for benchtop integration in R&D labs, academic workshops, and quality assurance departments.
- 0.75 kW air-cooled high-frequency spindle with integrated ER11 collet system, rated for continuous operation at up to 12,000 rpm and compatible with end mills up to 6 mm diameter.
- Closed-loop servo-driven axes featuring 0.001 mm step resolution and real-time position verification via incremental optical encoders.
- Z-axis travel of 150 mm provides extended vertical working range—unusual among desktop CNC systems—enabling deep cavity milling and multi-layer fixture setups.
- 120 × 120 mm T-slot worktable with M4 threaded holes for modular fixturing; surface flatness certified to ≤8 µm over full area per ISO 10791-1 Annex C.
- Integrated mist coolant system with adjustable nozzles and reservoir (1.2 L capacity), delivering consistent lubrication and thermal management during extended cutting cycles.
- Manual 360° rotational indexing capability (via calibrated vernier scale and locking mechanism); optional stepper-motor-driven rotary table (ABN-R1) available for fourth-axis synchronized interpolation.
Sample Compatibility & Compliance
The ABN-3AX is validated for machining materials with Brinell hardness ≤150 HB and tensile strength ≤350 MPa. It supports standard tooling geometries including square-end, ball-nose, and engraving cutters conforming to DIN 6527 and ISO 13399. Mechanical safety complies with EN 60204-1 (electrical equipment of machines) and incorporates emergency stop circuitry, spindle interlock, and transparent polycarbonate guarding per EN 953. While not certified to ISO 13849-1 PLd or CE Category 3 out-of-the-box, the system meets essential health and safety requirements when installed per manufacturer-specified grounding and environmental conditions (ambient temperature: 15–30 °C, humidity: 30–70% RH non-condensing). Documentation includes Declaration of Conformity for machinery directive 2006/42/EC.
Software & Data Management
The ABN-3AX operates natively with open-architecture CNC control firmware supporting GRBL 1.1 or Mach3-compatible instruction sets. Users may interface via third-party CAM software (e.g., Fusion 360, Carbide Create, or SheetCam) generating standard .gcode files. No proprietary vendor lock-in is imposed; all motion parameters—including feed rate override, spindle speed modulation, and homing sequence—are configurable via ASCII command line or GUI-based terminal. Audit-ready operation is supported through optional logging modules that record timestamped toolpath execution, spindle load history, and axis error counters—facilitating GLP-aligned process documentation where required. Firmware updates are delivered via signed binary packages with SHA-256 checksum verification.
Applications
- Rapid prototyping of functional polymer and aluminum components for mechanical testing and fit-check validation.
- Micro-machining of sensor housings, RF shielding enclosures, and MEMS packaging substrates requiring sub-50 µm feature definition.
- Electrode fabrication for electrochemical cell development, including patterned graphite and copper current collectors.
- Custom PCB routing and solder mask removal prior to etching—particularly suited for low-volume educational or research-grade board production.
- Calibration artifact generation: fabrication of gauge blocks, step standards, and reference surfaces traceable to NIST SRM 2100 series via external CMM verification.
- Tooling support: production of jigs, vacuum fixtures, and injection mold inserts for small-batch thermoplastic forming.
FAQ
What materials can be reliably machined on the ABN-3AX without compromising tool life or surface integrity?
Aluminum alloys (6061-T6, 7075-T6), brass (C36000), POM (Delrin), PMMA, phenolic laminates, and soft woods (basswood, MDF) are routinely processed. Stainless steel and hardened steels are not recommended due to spindle torque limitations.
Is the machine compatible with automated tool changers or probing systems?
No native ATC interface is provided; however, the control I/O header supports TTL-level signals for custom probe integration (e.g., Renishaw-style touch-trigger probes) and external solenoid actuation for manual tool change sequencing.
Does the ABN-3AX meet FDA or ISO 13485 requirements for medical device prototyping?
The machine itself is not classified as a medical device nor certified under ISO 13485. However, its dimensional repeatability and documented maintenance log support use in Class I/II design verification per FDA Design Control Guidance when operated within a qualified QMS.
What is the expected mean time between failures (MTBF) for the servo drive system?
Based on accelerated life testing of the integrated servo amplifier and motor assembly, MTBF exceeds 12,000 operational hours under nominal load (≤70% rated torque, ambient <25 °C).
Can G-code generated from SolidWorks CAM or Mastercam be directly loaded?
Yes—provided post-processing output adheres to GRBL 1.1 or Mach3 dialects (e.g., modal G-codes, absolute positioning mode G90, and proper tool change syntax). Pre-flight simulation using NCPlot or similar is strongly advised.




