AEH MC003-Daisy564 Coordinate Measuring Machine
| Origin | Shanghai, China |
|---|---|
| Manufacturer Type | Authorized Distributor |
| Origin Category | Domestic (China) |
| Model | MC003-Daisy564 |
| Pricing | Available Upon Request |
| Measuring Volume (mm) | 500 × 600 × 400 |
| Maximum Permissible Error (MPE) E0,MPE (� | m): 2.2 + L/300 |
| Probe Form Error (PFE) (� | m): 2.2 |
| Maximum Workpiece Load (kg) | 500 |
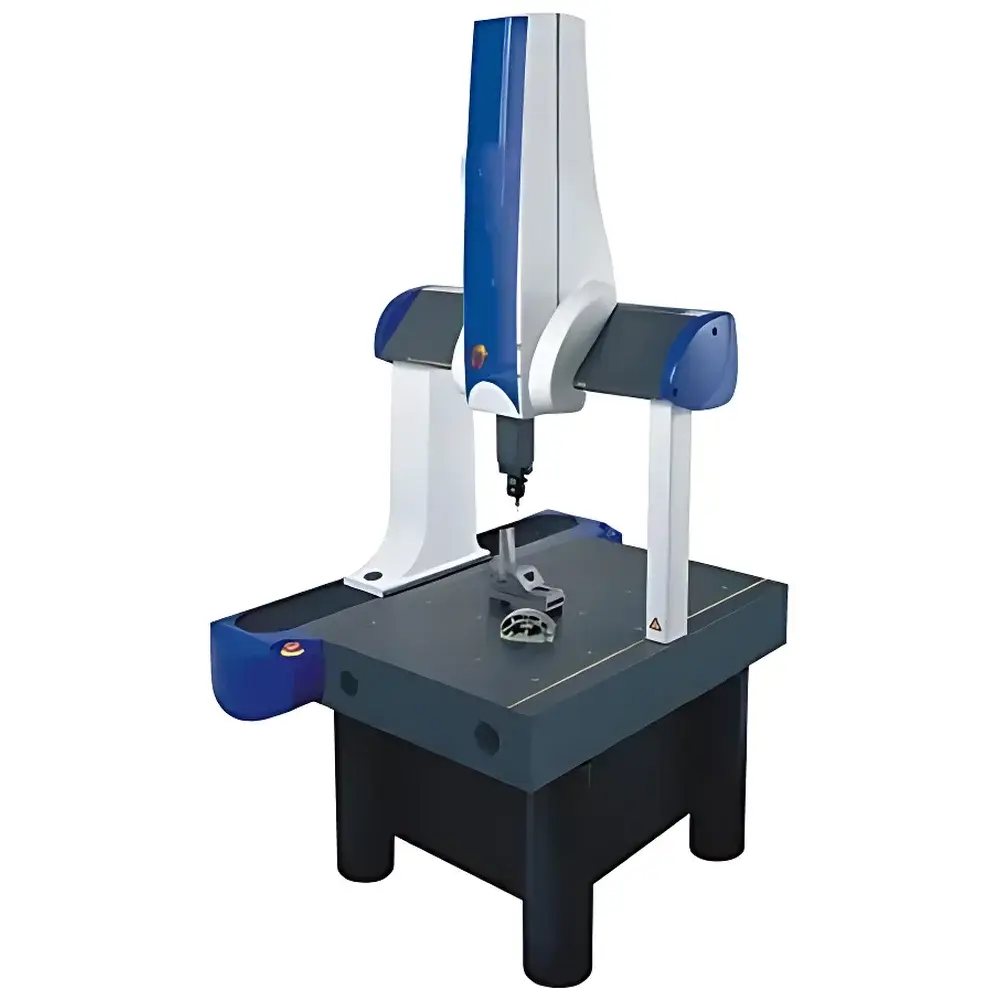
Overview
The AEH MC003-Daisy564 Coordinate Measuring Machine (CMM) is a high-precision, moving-bridge metrology system engineered for dimensional verification of complex mechanical parts in industrial quality control and R&D environments. It operates on the principle of Cartesian coordinate measurement—using three orthogonal linear axes (X, Y, Z) to precisely locate points on a workpiece surface via tactile probing or optional optical sensors. The machine’s structural design integrates finite element analysis (FEA)-optimized topology to maximize stiffness-to-mass ratio while minimizing thermal drift and dynamic deformation under motion. Its fully enclosed, lightweight granite-based frame supports a patented 45° inclined bridge beam configuration—enhancing torsional rigidity and reducing bending deflection during high-speed axis traversal. This architecture ensures traceable, repeatable measurements compliant with ISO 10360-2 (CMM performance verification) and ISO 15530-3 (calibration using calibrated artifacts), making it suitable for accredited metrology labs and production-floor QA stations requiring GLP/GMP-aligned documentation.
Key Features
- FEA-optimized moving-bridge structure with 45° patented inclined beam design for superior static and dynamic rigidity
- Granite base and column assembly providing long-term geometric stability and low thermal expansion coefficient
- High-resolution linear encoders (sub-micron resolution) on all three axes with real-time error compensation
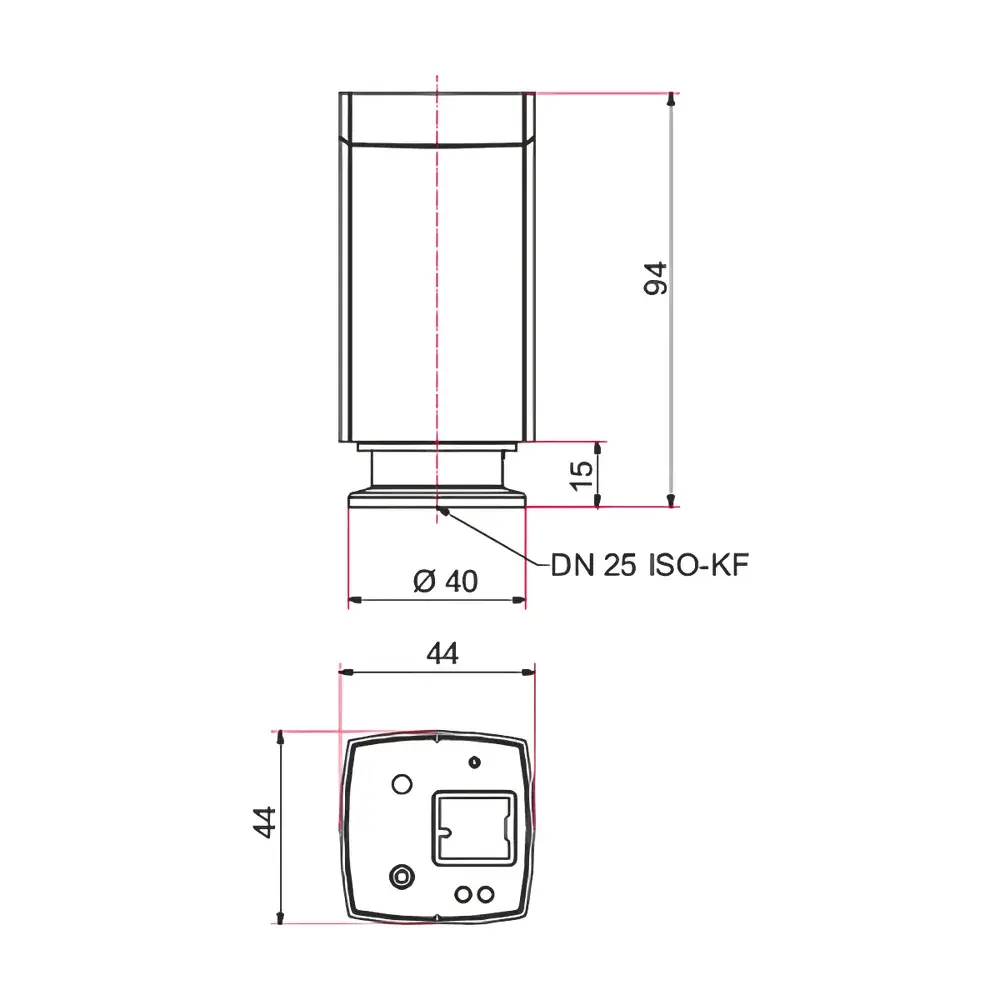
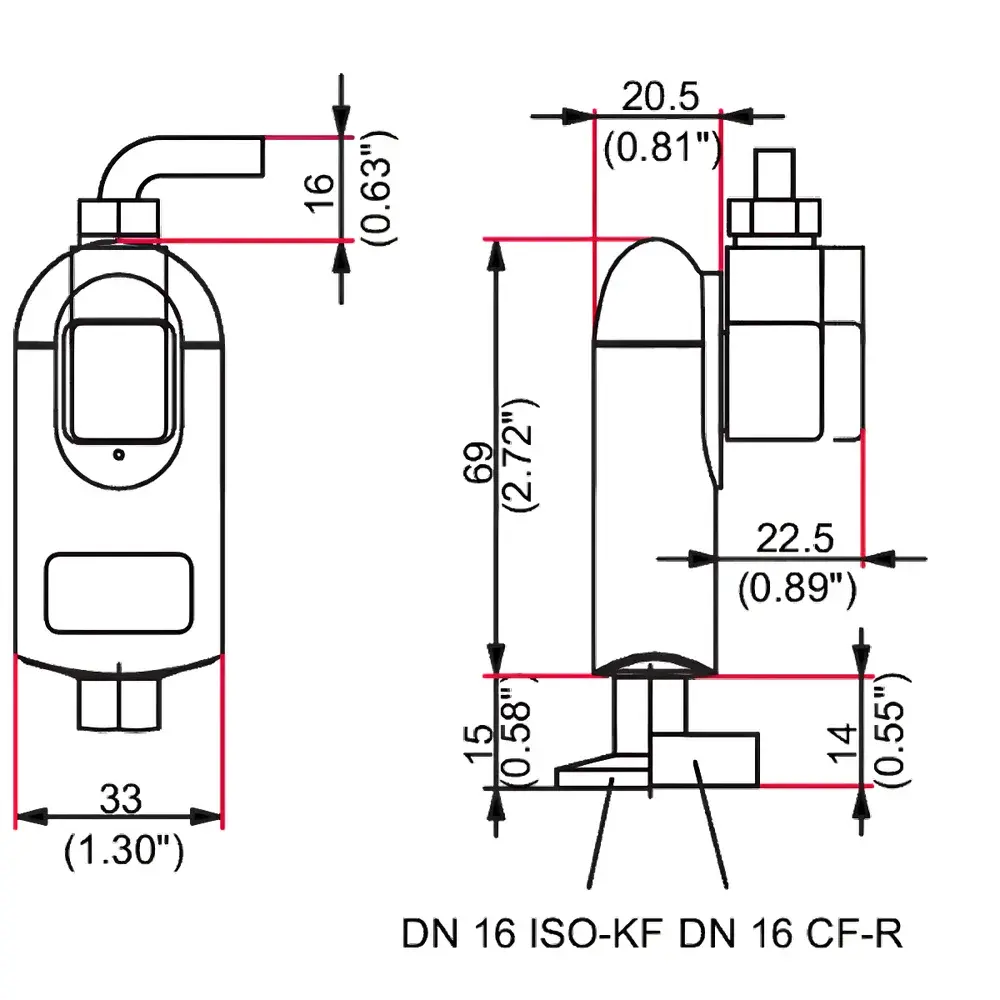
- Modular probe head compatibility—including PH10M motorized indexing head and TP20/TP200 tactile probes—enabling multi-angle access to complex geometries
- Thermal compensation system integrating dual-point temperature sensors (machine and part) aligned with ISO 10360-3 requirements
- IP54-rated environmental protection for operation in controlled manufacturing environments
Sample Compatibility & Compliance
The MC003-Daisy564 accommodates workpieces up to 500 mm (X) × 600 mm (Y) × 400 mm (Z) in volume and 500 kg in mass, supporting fixtures for molds, gear sets, stamped connectors, PCB assemblies, watch components, and precision machined housings. It complies with international standards including ISO 10360 series (geometric accuracy, probing performance), ISO 14253-1 (decision rules for conformity assessment), and ASTM E1379 (guidelines for CMM qualification). All measurement routines support audit-ready reporting with full traceability to NIST-traceable calibration artifacts. Optional integration with digital gauge certification workflows satisfies FDA 21 CFR Part 11 requirements for electronic records and signatures when deployed in regulated medical device or aerospace manufacturing.
Software & Data Management
The system ships standard with AC-DMIS metrology software—a certified, ISO 15530-4-compliant platform supporting offline programming, GD&T evaluation per ASME Y14.5 and ISO 1101, statistical process control (SPC) charting, and automated report generation in PDF, Excel, and XML formats. AC-DMIS includes built-in uncertainty estimation modules aligned with GUM (JCGM 100:2008) methodology and supports bidirectional CAD integration (STEP, IGES, Parasolid) for nominal-theoretical comparison. Data logs include full probe calibration history, environmental sensor timestamps, operator ID, and revision-controlled inspection routines—enabling full compliance with ISO/IEC 17025 documentation requirements. Optional cloud-sync module enables secure, encrypted transfer of measurement data to enterprise QMS platforms such as ETQ Reliance or MasterControl.
Applications
The MC003-Daisy564 serves critical dimensional validation tasks across multiple sectors: mold and die shops verifying cavity geometry and draft angles; automotive suppliers inspecting transmission gears, brake calipers, and injection-molded plastic housings; electronics manufacturers measuring PCB fiducial placement, connector pitch, and solder joint coplanarity; and precision watchmaking facilities evaluating gear train component flatness, coaxiality, and bore concentricity. Its high repeatability (≤0.5 µm 2σ on repeated sphere measurements) and low probing error (PFE ≤ 2.2 µm) make it equally suitable for first-article inspection, in-process verification, and final acceptance testing per customer PPAP or internal AQL protocols.
FAQ
What standards does the MC003-Daisy564 comply with for measurement traceability?
It conforms to ISO 10360-2 (length measurement error), ISO 10360-5 (probing error), and ISO 15530-3 (calibration using calibrated artifacts), with optional NIST-traceable certificate packages available.
Can the system be integrated into an existing MES or QMS environment?
Yes—AC-DMIS supports OPC UA and RESTful API interfaces for seamless data exchange with SAP QM, Siemens Opcenter Quality, and similar enterprise systems.
Is thermal compensation included as standard?
Yes—the system includes dual-sensor thermal monitoring (machine and part) with real-time correction applied per ISO 10360-3 Annex B.
What is the recommended maintenance interval for probe calibration?
Annual recalibration is advised; however, daily verification using a calibrated sphere (e.g., Renishaw PS10) is required per ISO 17025 clause 7.7.1.
Does the CMM support non-contact measurement options?
While primarily configured for tactile probing, optional laser line scanners and chromatic confocal sensors can be mounted on the PH10M head for hybrid contact/non-contact workflows.