Analysis Remote-UT Networked Ultrasonic Testing System
| Brand | Analysis |
|---|---|
| Origin | USA |
| Manufacturer Type | Manufacturer |
| Origin Category | Imported |
| Model | Remote-UT |
| Instrument Type | Digital Ultrasonic Flaw Detector |
| Dimensions (Module) | 25 × 15 × 7.5 cm |
| Architecture | Embedded PC-based Distributed System |
| Signal Interface | Gigabit Ethernet |
| Compliance | ASTM E317, ISO 16810, EN 12668-1/2/3, ASME BPVC Section V |
Overview
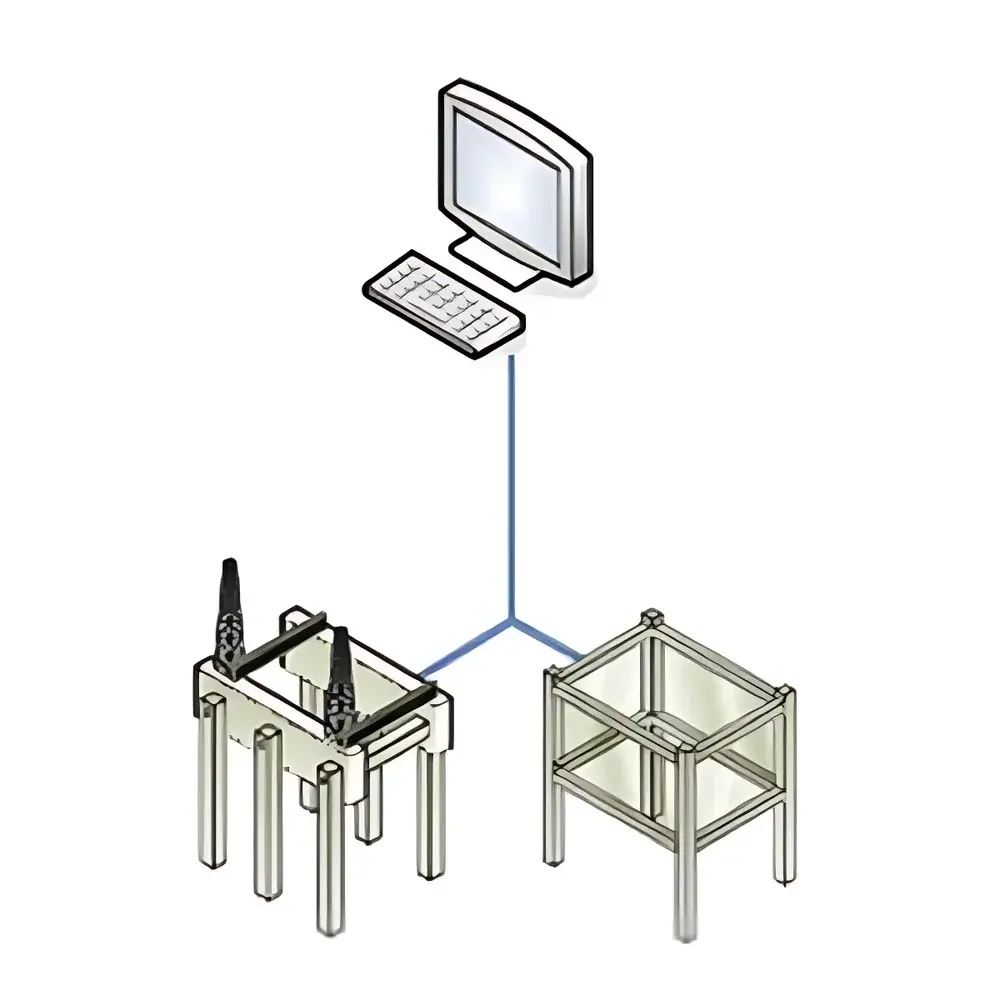
The Analysis Remote-UT Networked Ultrasonic Testing System represents a paradigm shift in high-fidelity ultrasonic non-destructive evaluation (NDE) for large-scale, multi-axis inspection environments. Unlike conventional centralized digital ultrasonic systems—where pulse generation, echo digitization, motion control logic, and real-time signal processing reside in a remote rack-mounted host—Remote-UT relocates the entire core acquisition and control stack to an embedded computing module physically co-located with the scanning mechanism. This architecture leverages modern FPGA-accelerated digitization, deterministic real-time motion control firmware, and low-latency Ethernet-based communication to eliminate analog signal transmission over extended coaxial cables. By integrating ultrasonic pulser-receiver electronics, 16-bit A/D conversion at up to 100 MS/s, multi-axis motion controller (up to 6 axes), and on-board signal processing (including time-of-flight analysis, gated amplitude measurement, and C-scan data streaming) into a single 25 × 15 × 7.5 cm module, Remote-UT fundamentally mitigates signal degradation, electromagnetic interference (EMI), and timing jitter inherent in legacy distributed topologies. The system operates under deterministic latency constraints (< 100 µs end-to-end round-trip for motion-triggered acquisitions), enabling synchronized, high-reproducibility inspections of aerospace forgings, nuclear pressure vessels, and composite wind turbine blades using immersion or spray-water coupling.
Key Features
- Embedded architecture: All critical subsystems—including ultrasonic transceiver electronics, motion control logic, and real-time signal processing—integrated into a single compact module mounted directly on the scanner gantry.
- Gigabit Ethernet interface: Enables lossless, timestamp-synchronized data streaming (RF, A-scan, B-scan, C-scan) to a lightweight client workstation; supports IEEE 1588 Precision Time Protocol (PTP) for sub-microsecond clock synchronization across distributed modules.
- Digital front-end design: Eliminates analog signal transmission beyond the transducer interface; reduces sensitivity loss and noise floor elevation caused by long coaxial runs typical in traditional systems.
- Modular scalability: Supports daisy-chained configurations for multi-module deployments (e.g., dual transducer arrays or simultaneous immersion + contact probe operation) via standard Ethernet switches compliant with IEEE 802.3ab.
- Real-time onboard processing: Includes configurable digital filtering (FIR/IIR), dynamic range compression, gated peak detection, and raw RF data buffering—reducing host computational load and network bandwidth requirements.
Sample Compatibility & Compliance
The Remote-UT system is engineered for industrial-grade inspection of metallic, composite, and ceramic components requiring high spatial resolution and penetration depth consistency. It supports immersion, bubbler, and spray-water coupling methods compatible with standard 0.5–15 MHz broadband transducers (contact, delay-line, focused, and phased-array). The system meets functional and performance requirements specified in ASTM E317 (evaluation of ultrasonic pulse-echo search units), ISO 16810 (general principles for ultrasonic testing), EN 12668-1 (instrument characteristics), EN 12668-2 (probe characteristics), and EN 12668-3 (combined system performance). Its deterministic architecture and audit-ready logging support compliance with ASME BPVC Section V Article 4 (ultrasonic examination requirements) and facilitates integration into GMP/GLP workflows where traceability of acquisition parameters (pulse voltage, PRF, gate settings, motion coordinates) is mandated.
Software & Data Management
Remote-UT operates with Analysis UT-Studio v4.x—a Windows-based application providing full remote configuration, live imaging (A/B/C-scan), automated report generation (PDF/XML), and database-backed project archiving. The software implements role-based access control (RBAC), electronic signatures, and 21 CFR Part 11-compliant audit trails for all parameter changes, calibration events, and inspection session metadata. Raw RF data is stored in HDF5 format with embedded metadata (transducer ID, water path, temperature, motion encoder values), ensuring interoperability with third-party analysis tools (e.g., MATLAB, Python SciPy). Optional API libraries (C/C++, .NET, Python) enable integration with MES/SCADA platforms for automated pass/fail decision routing and statistical process control (SPC) dashboarding.
Applications
- Aerospace: Automated inspection of turbine disks, wing spars, and honeycomb structures using multi-axis immersion scanners.
- Power Generation: In-service examination of steam generator tubes, reactor vessel welds, and cladding integrity assessment under ASME Code Case N-791.
- Automotive: High-throughput verification of aluminum die-castings and adhesive bond lines in EV battery enclosures.
- Rail & Heavy Industry: Corrosion mapping of rail axle ultrasonic testing (UT) stations and thick-section weld evaluation per AWS D1.1.
- Research & Development: Platform for developing advanced algorithms such as synthetic aperture focusing technique (SAFT), total focusing method (TFM), and deep learning–based defect classification models using native RF data streams.
FAQ
How does Remote-UT differ from conventional networked UT systems?
Conventional “networked” UT systems typically use Ethernet only for remote GUI access to a centralized host; signal acquisition remains analog and susceptible to cable-induced degradation. Remote-UT moves digitization and processing to the sensor head—making it truly distributed and signal-integrity-preserving.
Can Remote-UT be integrated with existing robotic scanners?
Yes. Its modular I/O (TTL trigger, encoder inputs, analog outputs) and EtherCAT-compatible motion control engine allow seamless retrofitting onto OEM gantries without replacing mechanical infrastructure.
Is calibration traceable to NIST standards?
All factory calibrations are performed using NIST-traceable reference standards (e.g., IIW Block, ASTM E127 test block), with certificates provided per ANSI/NCSL Z540-1.
What operating system is required for the client workstation?
Windows 10/11 (64-bit), with minimum specifications: Intel Core i5-8300H, 16 GB RAM, SSD storage, and dedicated GPU recommended for real-time C-scan rendering.
Does the system support phased array (PAUT) or time-of-flight diffraction (TOFD)?
The base Remote-UT module supports conventional pulse-echo and through-transmission modes. PAUT and TOFD require optional firmware licensing and compatible transducer arrays—available as field-upgradable modules.



