Analysis Wireless High-Temperature Online Ultrasonic Thickness Monitoring System
| Brand | Analysis |
|---|---|
| Origin | USA |
| Manufacturer Type | Manufacturer |
| Origin Category | Imported |
| Price | Upon Request |
| Operating Temperature Range | -200 °C to +350 °C |
| Battery Life | 3–4 years (typical continuous operation) |
| Communication Protocols | WirelessHART (IEC 62591), Zigbee |
| Channels | 4 independent ultrasonic measurement channels |
| Environmental Rating | IP67-rated enclosure |
| Dual-Sensor Capability | Simultaneous thickness + ambient temperature measurement |
| Probe Compatibility | Single-crystal and dual-crystal ultrasonic transducers |
| Data Transmission | Secure, encrypted wireless transmission to local SCADA or cloud-based asset integrity platforms |
Overview
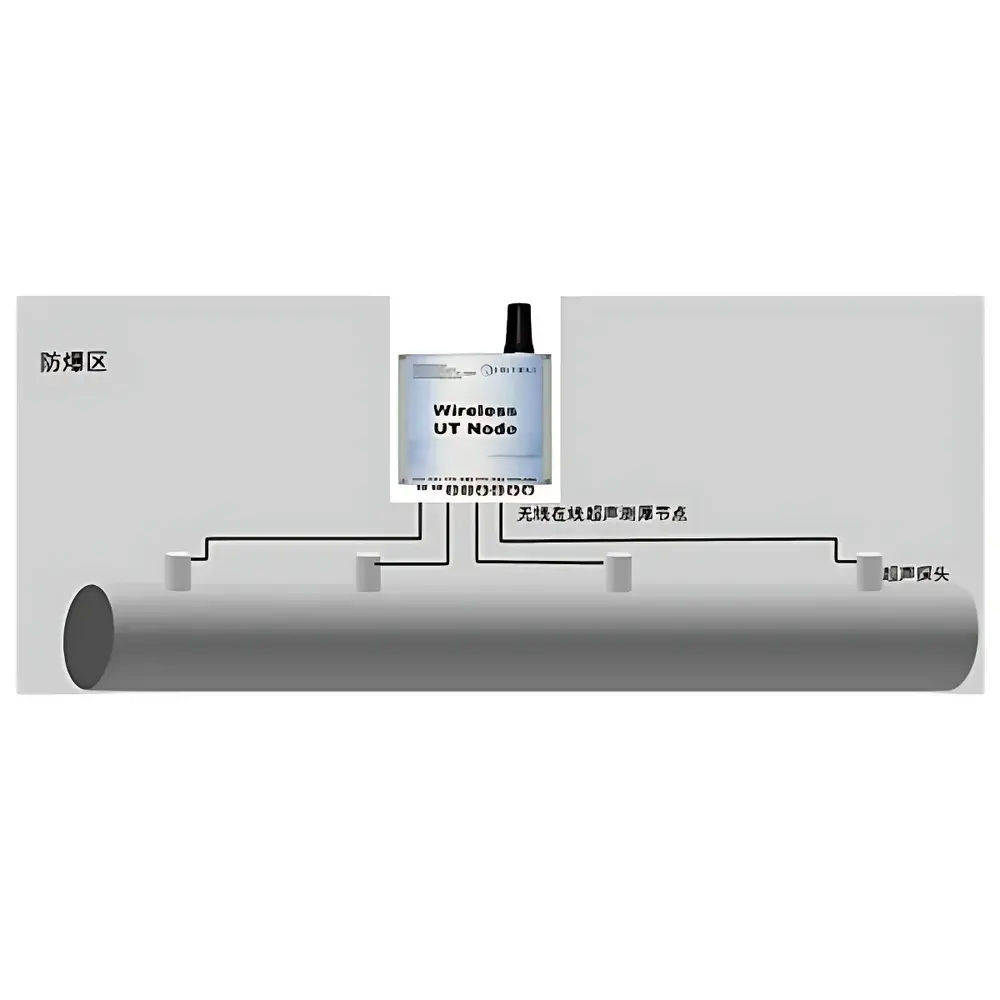
The Analysis Wireless High-Temperature Online Ultrasonic Thickness Monitoring System is an engineered solution for continuous, non-destructive wall thickness assessment of critical process piping, pressure vessels, heat exchangers, and reactor components operating under extreme thermal conditions. Built upon pulse-echo ultrasonic time-of-flight (TOF) principles, the system delivers real-time, quantitative thickness measurements without requiring process shutdown, surface preparation, or manual probe coupling. Its core architecture integrates ruggedized high-temperature ultrasonic transducers, embedded signal conditioning electronics, and a low-power wireless communication module—designed specifically for long-term deployment in hazardous, high-temperature industrial environments where conventional wired or handheld systems are impractical or unsafe.
Key Features
- Four independent, synchronized ultrasonic measurement channels enable simultaneous monitoring of multiple critical locations on a single asset or across distributed equipment.
- Integrated high-temperature transducer interface supports both single-crystal (for high-resolution thickness mapping) and dual-crystal (for enhanced near-surface resolution and couplant-free operation) configurations—compatible with standard 5–15 MHz industrial probes.
- Real-time temperature compensation algorithm uses co-located RTD sensors to dynamically correct sound velocity drift caused by thermal expansion of the base material, ensuring measurement stability across the full operational range (–200 °C to +350 °C).
- Industrial-grade wireless communication compliant with WirelessHART (IEC 62591) and Zigbee 3.0 protocols ensures interoperability with existing DCS, SCADA, and IIoT infrastructure while supporting secure AES-128 encryption and mesh networking resilience.
- IP67-rated, explosion-proof (ATEX/IECEx Zone 1, Class I Div 1) stainless-steel housing provides mechanical durability, corrosion resistance, and intrinsic safety in classified areas.
- Long-life lithium-thionyl chloride battery pack enables maintenance-free operation for up to four years under typical duty cycles—eliminating routine site visits for battery replacement or data retrieval.
Sample Compatibility & Compliance
The system is validated for use on carbon steel, stainless steels (304, 316), duplex/super-duplex alloys, Inconel®, and other common refinery and nuclear-grade materials. It complies with ASTM E797 (Standard Practice for Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact Method), ISO 16809 (Ultrasonic testing — Ultrasonic thickness measurement), and ASME B31.4/B31.8 integrity management requirements. Device firmware and data logging meet traceability standards aligned with API RP 579-1/ASME FFS-1 for fitness-for-service assessments and support audit-ready GLP/GMP documentation workflows when integrated with qualified data historians.
Software & Data Management
Data from each node is transmitted at user-configurable intervals (1 min to 24 hr) to a central gateway, then forwarded via OPC UA or MQTT to enterprise asset management (EAM) or predictive maintenance platforms. The included web-based configuration utility allows remote calibration verification, threshold setting, alarm logic definition (e.g., rate-of-loss > 0.1 mm/yr), and trend visualization. All measurement events—including timestamps, temperature readings, signal-to-noise ratio (SNR), and waveform metadata—are stored with full audit trail capability. Optional integration with FDA 21 CFR Part 11-compliant electronic signature modules supports regulated environments requiring electronic record integrity.
Applications
- Continuous corrosion monitoring of furnace tubes, flare headers, and coker drum shells in refineries.
- Wall loss tracking in steam reformer tubes and hydrogen piping within petrochemical complexes.
- Integrity surveillance of spent fuel pool liners and primary coolant piping in nuclear facilities.
- Preventive inspection of cryogenic LNG transfer lines operating at –165 °C.
- Corrosion-under-insulation (CUI) detection on insulated piping without insulation removal.
- Support for RBI (Risk-Based Inspection) programs through automated generation of remaining life estimates per API RP 581.
FAQ
What ultrasonic measurement principle does this system employ?
It utilizes pulse-echo time-of-flight (TOF) methodology with digital signal processing to determine material thickness based on the round-trip transit time of high-frequency acoustic waves.
Can the system operate without external power or wiring?
Yes—each node is self-contained with a sealed, field-replaceable lithium-thionyl chloride battery rated for 3–4 years of continuous operation under nominal environmental and sampling conditions.
Is calibration required after installation?
Initial calibration is performed during commissioning using known reference standards; subsequent drift correction is handled automatically via embedded temperature compensation and periodic validation checks supported by onboard waveform diagnostics.
How is data security ensured during wireless transmission?
All WirelessHART communications use end-to-end AES-128 encryption, device authentication, and network key management per IEC 62591; Zigbee transmissions follow Zigbee 3.0 security framework with TC link key establishment.
Does the system support integration with existing plant asset management software?
Yes—it natively interfaces with major EAM and CMMS platforms (e.g., SAP PM, IBM Maximo, AVEVA PI System) via standard industrial protocols including OPC UA, Modbus TCP, and RESTful APIs.



