


AQ M-Tech APS6-25 Polypropylene Air Sensor
| Brand | AQ M-Tech |
|---|---|
| Origin | Sweden |
| Model | APS6-25 |
| Housing Material | Polypropylene |
| Inner Diameter | 6 mm |
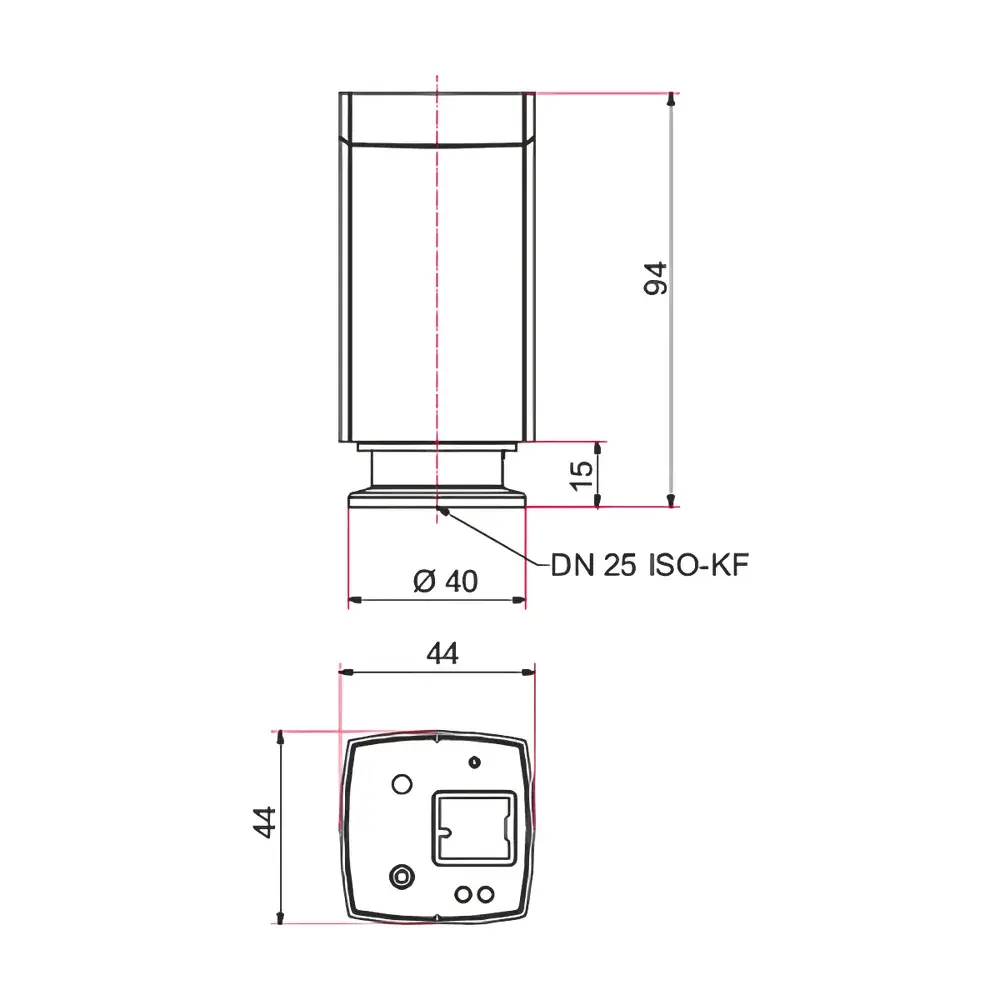
| Outer Diameter | 49 mm |
| Tri-Clamp Connection | 25 mm |
| Cable Length | Standard (no extension specified) |
Overview
The AQ M-Tech APS6-25 Polypropylene Air Sensor is an ultrasonically actuated inline detection device engineered for reliable, non-invasive identification and monitoring of entrained air, gas pockets, and suspended particulates in continuously flowing liquid streams. Unlike optical or capacitive sensors, this sensor operates on the principle of ultrasonic time-of-flight (TOF) differential analysis: high-frequency acoustic waves (typically 1–2 MHz) propagate through the pipe wall and process medium; changes in acoustic impedance—caused by gas bubbles, solid particles, or phase boundaries—induce measurable shifts in signal amplitude, transit time, and waveform damping. The sensor itself contains no wetted electronics and requires no direct contact with the fluid, ensuring long-term stability in aggressive chemical environments. It is designed exclusively for integration into sanitary or industrial piping systems using standardized tri-clamp (DIN 11851 / ISO 2852) fittings, and outputs analog (4–20 mA) and/or digital (RS-485 Modbus RTU) signals to external ultrasonic controllers—such as the AQ M-Tech UC Series—for real-time visualization, threshold-based alarms, and data logging.
Key Features
- Chemically resistant polypropylene (PP) housing rated for continuous service up to 60 °C and pH 1–13; compatible with caustic cleaners, organic solvents, and mild oxidizers
- Non-intrusive clamp-on design eliminates process interruption during installation or maintenance
- Tri-clamp (TC) 25 mm connection ensures rapid, repeatable, and hygienic mounting per EHEDG and 3-A Sanitary Standards
- Optimized acoustic coupling geometry for consistent sensitivity across varying flow velocities (0.1–5 m/s typical range)
- Integrated temperature compensation to minimize drift caused by thermal expansion of pipe wall or medium
- No moving parts, no consumables, and IP67-rated electronics enclosure for demanding industrial environments
Sample Compatibility & Compliance
The APS6-25 is validated for use with aqueous solutions, glycols, alcohols, hydrocarbon-based coolants, and low-viscosity process fluids (μ 15 vol%), highly viscous media (>1000 cP), or steam-saturated lines. The polypropylene construction complies with EU Regulation (EC) No. 1935/2004 for materials intended to come into contact with foodstuffs. While the sensor itself does not carry CE marking as a standalone instrument (it is classified as a component under Machinery Directive 2006/42/EC), full system compliance—including controller, power supply, and installation—is achievable when integrated per IEC 61508 (SIL2 capable) and ATEX Zone 2 / Class I Div 2 guidelines (with appropriate barrier configuration). Documentation packages support FDA 21 CFR Part 11-compliant audit trails when paired with AQ M-Tech’s UC-Modbus-enabled controllers and validated SCADA interfaces.
Software & Data Management
The APS6-25 functions as a field-level transducer and does not include embedded firmware or local display. All signal conditioning, threshold configuration, alarm logic, and data historization occur within the companion ultrasonic controller (e.g., UC-200 or UC-500 series). These controllers provide web-based configuration via HTTPS, Modbus TCP/RTU integration into DCS/SCADA platforms (e.g., Siemens PCS7, Rockwell FactoryTalk), and CSV export of timestamped event logs. Optional firmware modules enable dynamic baseline adaptation, multi-stage alarm hysteresis, and batch-triggered data snapshots aligned with PLC-controlled process steps—facilitating root-cause analysis during foam breakthrough, pump cavitation, or filter integrity failure events.
Applications
This sensor is deployed across industries where unmonitored gas ingress compromises process efficiency, product quality, or equipment longevity. In metallurgical and steel processing, it detects air entrainment upstream of electromagnetic flowmeters used in pickling line rinse water recirculation. In power generation, it safeguards boiler feedwater deaerator bypass lines from non-condensable gas accumulation. In pharmaceutical manufacturing, it verifies bubble-free conditions prior to sterile filtration of buffer solutions. Automotive coating lines rely on it to prevent air-induced orange peel defects during electrocoat circulation. Additional validated use cases include catalyst slurry transfer in petrochemical reactors, cooling loop monitoring in aerospace test stands, and fermentation broth degassing verification in bioprocessing skids.
FAQ
Can the APS6-25 detect dissolved gases?
No—it responds only to discrete gaseous phases (bubbles ≥50 µm diameter) and solid particulates that perturb the ultrasonic wavefront. Dissolved O₂, CO₂, or N₂ are acoustically transparent and require separate analytical methods (e.g., membrane-based optical sensors or GC-TCD).
Is calibration required before installation?
No field calibration is needed; factory-set sensitivity is traceable to NIST-certified acoustic reference standards. However, a one-time “dry/wet” baseline verification is recommended during commissioning to confirm coupling integrity and zero-point stability.
What is the maximum allowable pressure rating?
The PP housing is rated for 6 bar (g) at 20 °C, derating linearly to 3 bar (g) at 60 °C. Use with pressure spikes exceeding 1.5× nominal requires upstream dampening or pulsation arrestors.
Does it support intrinsically safe operation in hazardous areas?
Yes—when connected via approved Zener barriers or galvanic isolators compliant with IEC 60079-11, the sensor meets Entity Parameters (IIC, T4), enabling use in Zone 1/2 gas groups.
Can it be retrofitted onto existing stainless-steel piping?
Yes—provided the pipe material is austenitic stainless steel (e.g., 304, 316L) with wall thickness between 1.5–4.0 mm and surface roughness ≤3.2 µm Ra. Couplant gel application and torque-controlled TC flange tightening are mandatory for repeatable signal coupling.