
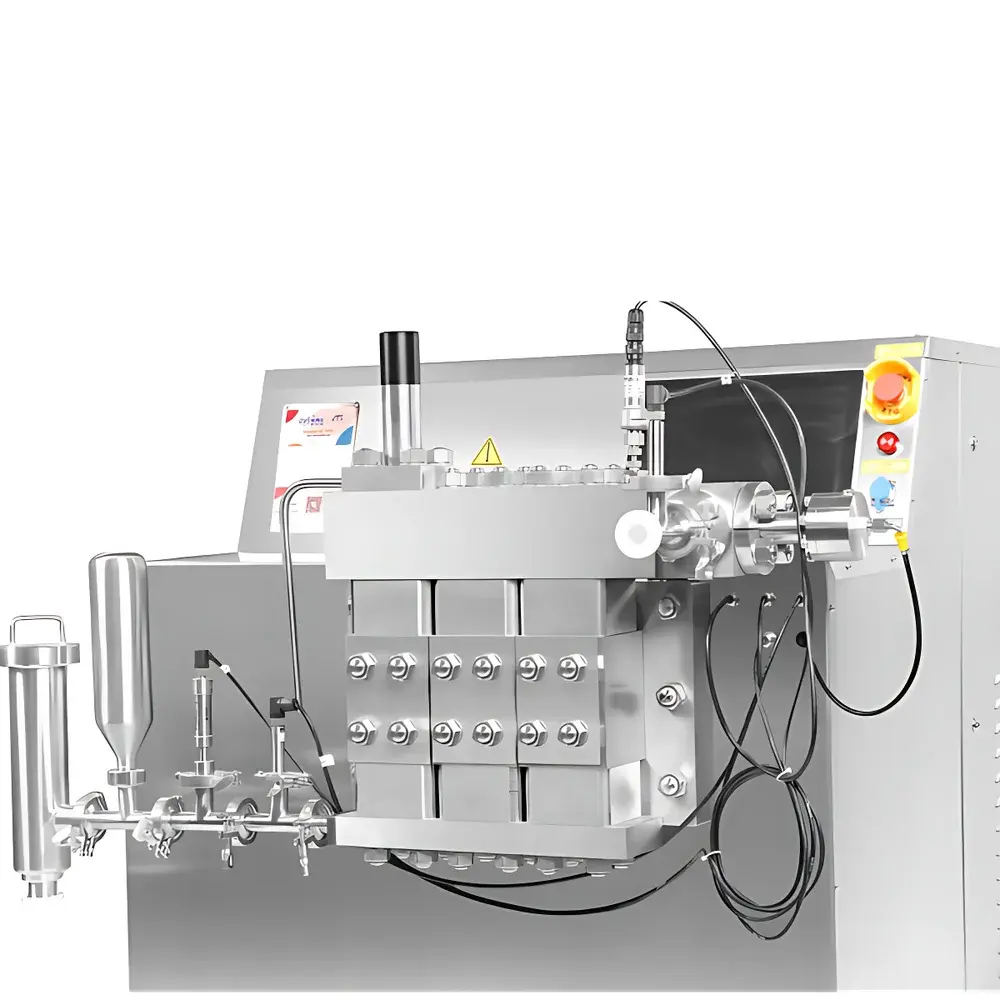
ATS AH22-100 High-Pressure Homogenizer
| Brand | ATS |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Direct Manufacturer |
| Equipment Type | High-Pressure Homogenizer |
| Model | AH22-100 |
| Flow Rate | 500–600 L/h |
| Maximum Operating Pressure | 1000 bar |
| Motor Power | 18.5 kW |
| Compliance | CE Certified |
| Application Scope | Lab-scale to Pilot-scale Processing |
| Sample Compatibility | Suspensions, Emulsions, Cell Lysates, Nanosuspensions, Liposomes, Vaccine Adjuvants |
Overview
The ATS AH22-100 is a high-pressure homogenizer engineered for reproducible, scalable dispersion and particle size reduction in laboratory and pilot-scale biopharmaceutical, nutraceutical, and advanced materials development. It operates on the principle of controlled high-pressure fluid dynamics: sample suspension is pressurized by a precision reciprocating plunger pump and forced through an adjustable homogenization valve with a precisely engineered micro-gap. Within this constrained geometry, the fluid undergoes rapid decompression, generating intense cavitation, turbulent shear, and collision-based mechanical disruption—collectively enabling uniform submicron particle size distribution and high-efficiency cell lysis or emulsion stabilization. Unlike low-shear mixing methods, this hydrodynamic mechanism delivers consistent energy input per unit volume, making it suitable for process transfer from lab to clinical manufacturing.
Key Features
- Robust triplex plunger pump architecture delivering stable flow rates between 500–600 L/h at up to 1000 bar—optimized for repeatable batch-to-batch performance.
- Adjustable homogenization valve with hardened tungsten-carbide components ensures long service life and minimal metal leaching, critical for GMP-compliant processing of sensitive biologics.
- Integrated pressure monitoring and real-time feedback control system maintains setpoint accuracy within ±5 bar across extended operation cycles.
- CE-certified electrical and mechanical design compliant with IEC 61000-6-2 (EMC immunity) and IEC 61000-6-4 (EMC emission) standards.
- Modular cooling jacket interface supports external chiller integration (e.g., 5–15 °C recirculating coolant) to manage adiabatic heating during high-throughput runs.
- Stainless-steel 316L wetted parts meet ASTM A276 and ASME BPE surface finish requirements (Ra ≤ 0.4 µm), ensuring compatibility with sterile and clean-in-place (CIP) protocols.
Sample Compatibility & Compliance
The AH22-100 accommodates aqueous and organic-phase suspensions, including protein aggregates, lipid nanoparticles (LNPs), bacterial and mammalian cell lysates, polymeric nanocarriers, and oil-in-water emulsions. Its validated operating envelope supports viscosity ranges up to 500 cP and solid loadings up to 30% w/v. The system conforms to ISO 22000 food safety management principles and aligns with key pharmaceutical guidance documents—including ICH Q5A (viral clearance validation), USP (particulate matter), and FDA’s Process Validation Guidance (Stage 2: Process Qualification). All CE documentation includes risk assessment per ISO 14971 and technical file traceability for audit readiness under GLP and pre-GMP environments.
Software & Data Management
While the AH22-100 operates via analog/manual pressure regulation in standard configuration, optional digital retrofit kits enable RS485 Modbus RTU communication for integration into centralized SCADA or MES platforms. Pressure, flow, and runtime data can be logged at 1 Hz resolution and exported in CSV format for statistical process control (SPC) analysis. Audit trails comply with ALCOA+ principles when paired with validated third-party data acquisition software meeting FDA 21 CFR Part 11 requirements—including electronic signatures, user access levels, and immutable record retention.
Applications
- Biopharmaceutical: Disruption of E. coli and yeast cells for inclusion body recovery; homogenization of monoclonal antibody formulations to reduce subvisible particles.
- Vaccinology: Preparation of nanoemulsion adjuvants (e.g., MF59 analogs) with narrow PDI (<0.15) verified by dynamic light scattering.
- Nanomedicine: Scalable production of liposomal doxorubicin and siRNA-loaded exosome mimetics with encapsulation efficiency >92%.
- Food Science: Stabilization of plant-based dairy alternatives through casein micelle restructuring and fat globule size reduction.
- Materials Science: Exfoliation of 2D nanomaterials (e.g., graphene oxide, MXenes) in aqueous dispersions without chemical surfactants.
FAQ
What is the minimum recommended sample volume for method development on the AH22-100?
For reliable parameter optimization, a minimum batch volume of 5 L is advised to ensure stable pump priming and representative valve dynamics.
Can the AH22-100 be validated for use in regulated GMP environments?
Yes—though not supplied with full IQ/OQ/PQ documentation out-of-box, the system’s CE certification, material traceability, and modular design support vendor-supported qualification packages aligned with Annex 15 and ASTM E2500.
Is cold homogenization supported?
Yes—integrated cooling jacket ports accept standard 1/2″ NPT fittings for connection to external chillers; temperature stability ±1.5 °C is achievable at 1000 bar and 600 L/h with 10 °C coolant supply.
How often does the homogenization valve require maintenance?
Under typical operation with purified buffers and ≤15% solids content, valve inspection is recommended every 500 operational hours; tungsten-carbide seats typically exceed 1,200 hours before replacement.
Does ATS provide application support for process scale-up?
Yes—ATS offers documented correlation studies linking AH22-100 lab parameters (pressure, pass number, temperature) to larger-scale AH55-100 and AH37-150 systems, supporting DOE-driven tech transfer per ICH Q5C.



