
Baoying GW-03 High-Temperature In-Situ Flue Gas Analyzer
| Brand | Baoying |
|---|---|
| Origin | Shanghai, China |
| Manufacturer | Baoying Technology Co., Ltd. |
| Model | GW-03 |
| Measured Gases | O₂ (0–10% / 25% auto-range), CO (0–2.5%), NO (0–2500 ppm), NOₓ, SO₂ |
| Max. Operating Temperature | 1400 °C |
| Dust Tolerance | Unrestricted (cement kiln applications) |
| Ambient Temp. Range | −20 °C to 45 °C |
| Relative Humidity | <90% RH |
| Filter Material | Titanium alloy sintered metal |
| Filtration Precision | ≤0.1 µm |
| Output Alarm | Dry contact, 1 A/220 V AC, interlock-capable |
| Cooling Method | Oil-cooled dry extraction (thermic oil medium) |
| Certified Components | ABB EL3020 or Siemens Ultramat 23 IR analyzers |
| Probe Integrity | SGS-certified materials & welds |
| Optional Features | Motorized telescopic cleaning rod, Kstar 10 kVA UPS backup |
Overview
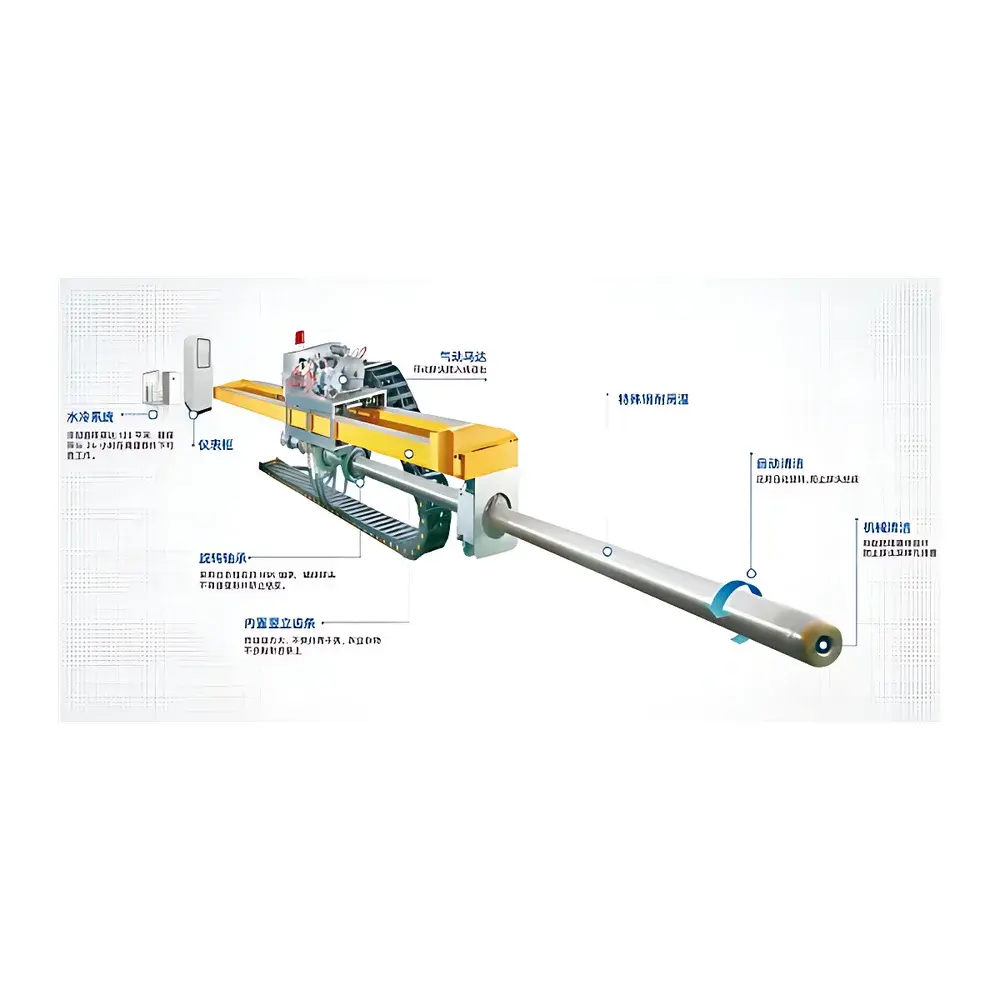
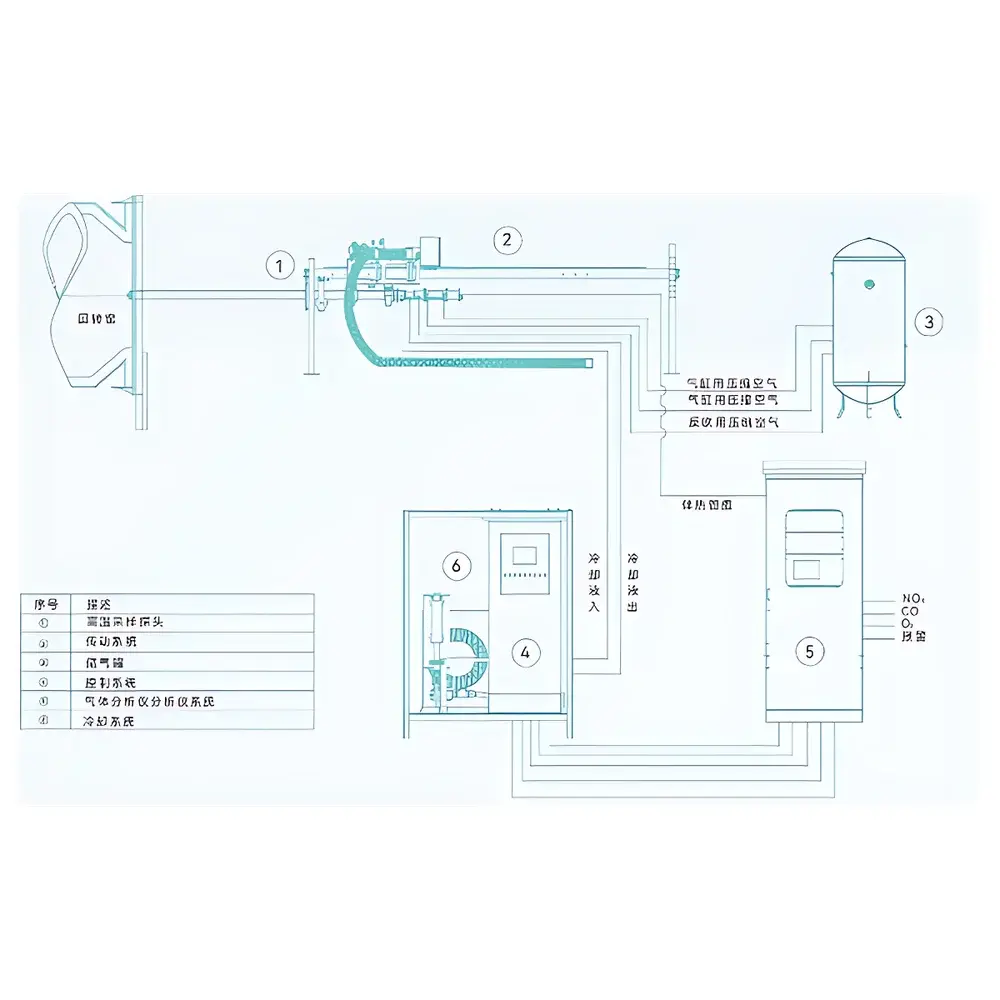
The Baoying GW-03 High-Temperature In-Situ Flue Gas Analyzer is an engineered solution for continuous, real-time gas composition monitoring in extreme thermal environments—specifically designed for cement rotary kilns, precalciner systems, and selective non-catalytic reduction (SNCR) or selective catalytic reduction (SCR) ducts. Unlike extractive systems requiring extensive sample conditioning, the GW-03 employs a robust, fully in-situ probe architecture that operates directly inside flue gas streams at temperatures up to 1400 °C. Its core measurement principle relies on dual-path infrared (IR) absorption spectroscopy—implemented via certified ABB EL3020 or Siemens Ultramat 23 analyzer modules—for selective, interference-resistant quantification of O₂, CO, NO, NOₓ, and SO₂. The system integrates thermodynamic stability with process-critical reliability: it delivers uninterrupted data acquisition under high-dust, high-temperature, and chemically aggressive conditions typical of clinker production, enabling closed-loop combustion optimization and regulatory-compliant emissions reporting.
Key Features
- In-situ probe design rated for continuous operation at 1400 °C, eliminating need for hot-wet extraction and associated condensation or corrosion risks.
- Oil-cooled dry sampling method using thermally stable synthetic heat-transfer oil—prevents freezing, scaling, and thermal shock inherent in water-cooled systems.
- Titanium alloy sintered metal filter with ≤0.1 µm pore rating, validated for full-spectrum particulate retention in raw meal and clinker dust environments.
- SGS-certified probe construction: all structural alloys and welded joints undergo full metallurgical and non-destructive testing per ISO 17025-accredited protocols.
- Motorized telescopic cleaning rod integrated into probe housing, programmable for timed mechanical clearing of kiln exit deposits without process interruption.
- Kstar 10 kVA uninterruptible power supply (UPS) ensures fail-safe probe retraction during grid loss or compressed air failure—meeting IEC 61508 SIL 2 functional safety requirements.
- Dual-channel analog outputs (4–20 mA) and Modbus TCP/IP interface support integration into DCS, APC, and MES platforms compliant with ISA-95 Level 2–3 architectures.
Sample Compatibility & Compliance
The GW-03 is qualified for direct installation at critical process points including kiln inlet, calciner outlet, tertiary air ducts, and SNCR injection zones. It meets ASTM D6216 (Standard Practice for Continuous Emission Monitoring of Gaseous Pollutants from Stationary Sources) and EN 15267-3 (QAL1 certification framework for automated measuring systems). All electrical enclosures comply with IP66 ingress protection and ATEX Zone 2 / IECEx Zone 2 hazardous area classification. The system supports audit-ready data logging aligned with EPA Method 3A, ISO 14064-1 GHG accounting, and EU Industrial Emissions Directive (IED) 2010/75/EU compliance reporting. Calibration traceability follows NIST SRM standards, with optional GLP/GMP audit trail functionality available via firmware upgrade.
Software & Data Management
Embedded firmware provides real-time diagnostics, automatic zero/span validation, and drift compensation algorithms calibrated against reference gas injections. Data is timestamped with microsecond precision and stored locally (16 GB industrial-grade SD card) for ≥12 months of 1-second interval records. Remote access is enabled via secure HTTPS/TLS 1.2 web interface or OPC UA server (compliant with OPC Foundation Part 14 specification). Historical datasets export natively to CSV, Excel, or PI System-compatible formats. Alarm management includes configurable thresholds, event-driven email/SMS notifications (via optional GSM module), and hardware-interlocked shutdown signals meeting IEC 61511 SIF requirements. Full 21 CFR Part 11 compliance—including electronic signatures, audit trails, and role-based user permissions—is available with optional validation package.
Applications
- Optimization of kiln thermal profile through dynamic O₂/CO ratio control, reducing fuel consumption by 3–7% while maintaining clinker quality (C₃S/C₂S ratio).
- Real-time NOₓ feedback for SNCR ammonia dosing control—minimizing NH₃ slip and ensuring compliance with local emission limits (e.g., China’s GB 4915-2013, EU BREF LCP).
- Early detection of reducing conditions in calciner zones to prevent sulfur-induced coating formation and kiln ring development.
- Decomposition furnace stoichiometry verification—supporting raw mix adjustments per ISO 9001 clause 8.5.1 process validation requirements.
- Integration with predictive maintenance models using trend analysis of probe temperature differentials and filter pressure drop profiles.
FAQ
What is the maximum allowable dust loading for continuous operation?
The GW-03 probe is rated for unrestricted particulate concentration—validated across cement plants with raw feed dust loads exceeding 100 g/Nm³ without performance degradation.
Does the system require periodic manual cleaning or maintenance?
No scheduled manual cleaning is required; the motorized telescopic rod performs autonomous clearing every 4–24 hours (user-configurable), and the titanium filter is designed for >18-month service life under nominal clinker production cycles.
Can the analyzer be retrofitted into existing kiln DCS infrastructure?
Yes—the system provides native 4–20 mA analog outputs, Modbus RTU/TCP, and optional Profibus DP or Foundation Fieldbus H1 interfaces, with configuration tools supporting DCS tag mapping per ISA-84.00.01 Annex B.
How is calibration traceability maintained in high-temperature environments?
On-site calibration uses certified span gases delivered via heated stainless-steel manifold; all calibration events are logged with operator ID, gas certificate number, and deviation metrics—archived in accordance with ISO/IEC 17025 Clause 7.7.
Related Products

")
")
