Bigdipper T-BD5-MS1200 Industrial Online Ethanol Concentration Analyzer
| Brand | Bigdipper |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | OEM Manufacturer |
| Country of Origin | China |
| Model | T-BD5-MS1200 |
| Price | Upon Request |
| Measurement Principle | Microwave Attenuation at 100 MHz |
| Range | 0.5–100 vol% |
| Accuracy | ±1–5% FS |
| Resolution | <0.01 vol% |
| Sensor Operating Temp. | −10 to 80 °C |
| Max. Process Pressure | 1.6 MPa |
| Output | 4–20 mA (linear) |
| Power Supply | DC 12–24 V |
| Power Consumption | <1.40 W (typ. <0.5 W) |
| Enclosure Rating | IP65 |
| Explosion Protection | Ex d ia IIC T5 |
| Installation Options | NPT 1", DN50 flange, tri-clamp |
| Insertion Depth | 60–230 mm (customizable) |
| Wetted Materials | PTFE, SS304, SS316 |
| Compliance | Designed for GLP/GMP-aligned process monitoring environments |
Overview
The Bigdipper T-BD5-MS1200 Industrial Online Ethanol Concentration Analyzer is a fixed-mount, real-time process analyzer engineered for continuous measurement of ethanol, ethylene glycol, and n-butanol concentrations in liquid-phase industrial streams. It operates on the microwave attenuation principle—specifically utilizing a stable 100 MHz electromagnetic field—to exploit the differential absorption coefficient between water and organic solvents (e.g., ~75:1 ratio for water vs. ethanol). Unlike optical, refractive, or electrochemical methods, this technique is inherently insensitive to electrolyte content, pH variation, suspended solids, or coloration—making it uniquely suited for complex, non-homogeneous pharmaceutical and botanical extraction liquors where conventional sensors exhibit drift or interference. The sensor measures changes in both phase shift and amplitude of the transmitted microwave signal; these analog variations are digitized via high-stability ADC circuitry and processed using temperature-compensated calibration algorithms embedded in the integrated smart transmitter. Developed over three decades by Bigdipper’s R&D team—including contributions from Chinese Academy of Sciences researchers—the MS1200 platform has been validated across >900 installations globally, with documented field longevity exceeding 12 years under continuous operation in API synthesis, herbal extract concentration, and solvent recovery loops.
Key Features
- Zero-consumable operation: No reagents, membranes, electrodes, or optical windows requiring replacement or cleaning.
- Sub-15-second response time (t90): Enables integration into fast-cycling PID control loops for solvent distillation and reflux management.
- Intrinsically safe and explosion-proof design: Certified to Ex d ia IIC T5 per IEC 60079-0/11, suitable for Zone 1 hazardous areas in pharmaceutical and chemical plants.
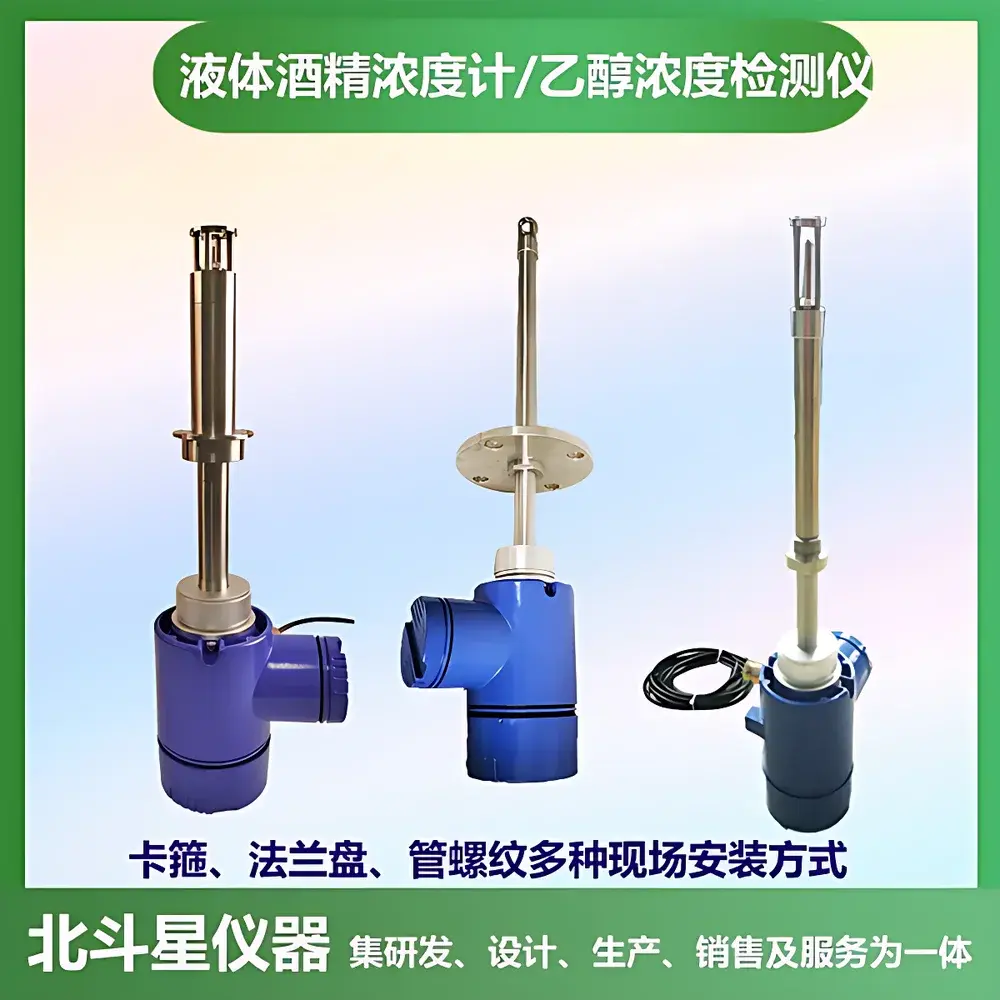
- Modular mechanical interface: Supports NPT 1″ threaded insertion, DN50 flanged mounting, and sanitary tri-clamp configurations—enabling retrofit into existing pipelines without process shutdown.
- Chemically resistant wetted materials: Standard PTFE and 304 stainless steel construction; optional 316SS or custom alloy housings available for aggressive media.
- Low-power architecture: Draws <500 mW during active measurement, compatible with distributed control system (DCS) power rails and intrinsically safe barriers.
- IP65-rated enclosure: Protects internal electronics against dust ingress and low-pressure water jets in demanding production environments.
Sample Compatibility & Compliance
The T-BD5-MS1200 is validated for use in homogeneous liquid mixtures containing ethanol, ethylene glycol, or n-butanol dissolved in water or aqueous-organic blends—particularly those encountered in traditional Chinese medicine (TCM) extraction, where viscosity, particulate load, and thermal cycling challenge alternative technologies. It requires no sample conditioning, filtration, or dilution. While not a certified reference method per ASTM E2910 or ISO 15512, its performance characteristics align with industry expectations for in-process verification under Good Manufacturing Practice (GMP) frameworks. Data traceability supports 21 CFR Part 11 readiness when paired with compliant SCADA or MES systems—audit trails, user access logs, and calibration history can be exported via HART or Modbus RTU (optional). Calibration is performed using certified standard solutions traceable to NIM (National Institute of Metrology, China); field recalibration is supported via two-point span adjustment without hardware disassembly.
Software & Data Management
The embedded firmware includes adaptive temperature compensation (−10 to 80 °C), automatic zero-drift correction, and linearization routines optimized for ethanol-water binary systems. Configuration is performed locally via rotary encoder and OLED display or remotely via HART handheld communicator. All configuration parameters—including range scaling, damping factor, and alarm thresholds—are stored in non-volatile memory with write-protection. The 4–20 mA analog output is fully linearized across the full 0.5–100 vol% range and may be assigned to drive chart recorders, PLC analog inputs, or DCS trend servers. Optional digital communication modules support Modbus RTU over RS-485 for integration into IIoT architectures. Firmware updates are delivered via secure USB interface; version history and checksum validation ensure integrity during deployment.
Applications
- Real-time ethanol concentration monitoring in TCM extraction stills, condensate return lines, and distillate receivers.
- Automated feedback control of vacuum concentration units during herbal decoction processing.
- Solvent recovery loop optimization in API manufacturing, including ethanol and n-butanol recycling circuits.
- Batch endpoint detection in glycol-based antifreeze formulation and quality release testing.
- In-line verification of alcohol content in food-grade flavoring extracts and botanical tinctures.
FAQ
Is the T-BD5-MS1200 suitable for measuring ethanol in viscous or particulate-laden herbal extracts?
Yes—its microwave-based measurement is unaffected by turbidity, suspended solids up to 5% w/w, or viscosities below 200 cP. Homogeneous mixing upstream of the sensor port is required.
Does the analyzer require periodic recalibration in continuous operation?
Field recalibration is recommended every 6–12 months depending on process stability; initial factory calibration uses NIM-traceable standards. Drift remains typically <0.3% FS/year under controlled conditions.
Can the sensor be installed in pressurized stainless-steel piping at 1.2 MPa and 75 °C?
Yes—the standard model is rated for 1.6 MPa and 80 °C; all wetted seals and housing materials meet ASME B16.5 and PED 2014/68/EU requirements.
What documentation is provided for GMP validation?
Factory test reports, material certifications (EN 10204 3.1), explosion certificate (IECEx), and calibration certificates are supplied. IQ/OQ protocol templates are available upon request.
Is remote diagnostics supported?
Basic diagnostic status (sensor health, temperature, signal strength) is accessible via HART or Modbus; advanced predictive diagnostics require optional firmware upgrade and cloud gateway integration.
")