


BIOCOOL Pilot10-15T Bench-Scale Freeze Dryer
| Brand | BIOCOOL |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Model | Pilot10-15T |
| Instrument Type | Shelf-Type Freeze Dryer |
| Application Scale | Pilot-Scale |
| Lyophilization Area | 1 m² |
| Ultimate Vacuum | ≤ 2.5 Pa |
| Condensate Capacity (24 h) | 15 kg/24 h |
| Cold Trap Temperature | ≤ −80 °C |
| Shelf Temperature Range (Empty Load) | ≤ −50 °C |
| Shelf Dimensions | 350 mm × 600 mm |
| Number of Shelves | 5 + 1 Radiant Shelf |
| Shelf Spacing | 70 mm |
| Installed Power | 8 kW (3-Phase) |
| Cooling Method | Air-Cooled (Required Heat Dissipation Area: 8 m²) |
| Overall Dimensions (W×D×H) | ≈ 880 × 2200 × 1900 mm |
| Net Weight | ≈ 1200 kg |
| Sound Pressure Level | ≤ 70 dB(A) |
| Compliance Standards | GMP Guidelines, GMP Implementation Manual for Pharmaceutical Production, GB/T 5226.1–1996 |
Overview
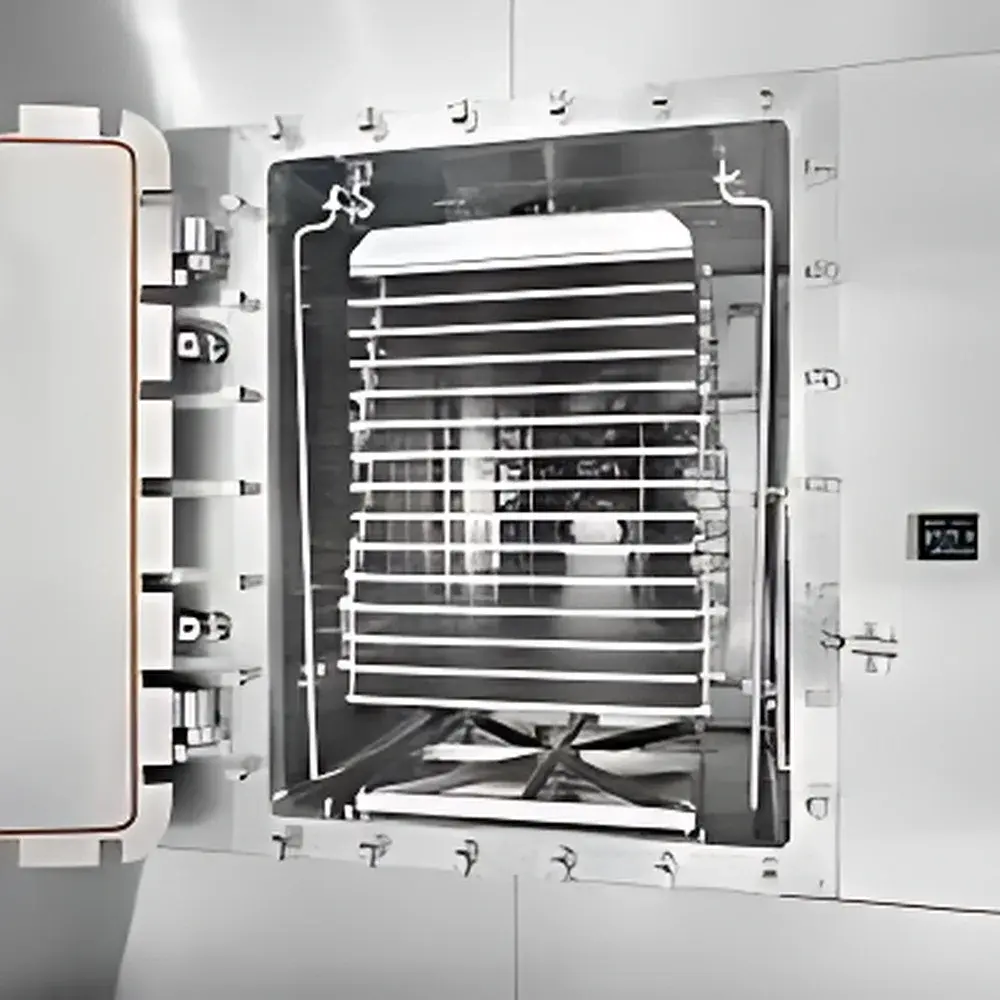
The BIOCOOL Pilot10-15T is a bench-scale, shelf-type freeze dryer engineered for reproducible, scalable lyophilization process development and pilot manufacturing under regulated pharmaceutical and biotechnology environments. It operates on the fundamental principles of sublimation—removing water from frozen samples under high vacuum while maintaining product integrity through precise thermal control. Designed for transition from laboratory R&D to clinical batch production, the system supports full-cycle lyophilization with integrated shelf temperature control, vacuum regulation, and condensate management. Its 1 m² active shelf area accommodates up to 2268 × 22 mL vials or ≥15 kg of aqueous formulation per cycle—enabling representative scale-up studies aligned with ICH Q5C and Q5D stability requirements.
Key Features
- Five actively controlled shelves plus one radiant shelf, each with independent temperature monitoring and uniformity <±1.5 °C across surface (empty load), enabling multi-stage drying profiles with programmable ramp/soak sequences.
- Cold trap rated to ≤ −80 °C (empty load), optimized for efficient water vapor capture during primary drying and robust performance with high-moisture loads (up to 15 kg/24 h).
- Ultimate vacuum capability of ≤ 2.5 Pa, achieved via dual-stage oil-sealed rotary vane pump and integrated vacuum control loop with Pirani and capacitance manometers for accurate pressure feedback.
- Shelf temperature range down to ≤ −50 °C (empty load), supporting deep freezing of diverse formulations including protein therapeutics, vaccines, and sterile APIs.
- Air-cooled refrigeration system requiring only 8 m² of unobstructed ambient airflow—eliminating need for chilled water infrastructure while maintaining thermal stability under continuous operation.
- GMP-compliant mechanical design per GB/T 5226.1–1996 (equivalent to IEC 60204-1), including emergency stop circuitry, interlocked access doors, and IP54-rated electrical enclosures.
Sample Compatibility & Compliance
The Pilot10-15T accommodates standard pharmaceutical primary packaging formats—including 22 mm serum vials, trays, and open-dish configurations—within its 350 mm × 600 mm shelf footprint and 70 mm shelf spacing. All wetted surfaces are constructed from electropolished 316L stainless steel, compliant with USP and ISO 10993-1 for extractables assessment. The system architecture supports full qualification (IQ/OQ/PQ) documentation packages, including traceable calibration records for shelf sensors, vacuum transducers, and condensate weight measurement (where equipped). Design and verification protocols align with EU Annex 15, FDA Guidance for Industry: Process Validation, and WHO TRS 986 Annex 6, facilitating audit readiness for GLP, GMP, and ISO 13485 environments.
Software & Data Management
Equipped with an embedded industrial PLC-based controller and 10.4″ color HMI, the system delivers real-time graphical display of shelf temperature, chamber pressure, cold trap temperature, and elapsed time. All critical process parameters are logged at user-configurable intervals (minimum 1-second resolution) and stored internally with timestamped, non-volatile memory retention. Optional Ethernet interface enables secure data export in CSV format and integration with SCADA or MES platforms. Audit trail functionality complies with FDA 21 CFR Part 11 requirements when paired with validated user access controls, electronic signatures, and change history logging—ensuring data integrity throughout lifecycle validation.
Applications
- Process development and optimization of lyophilization cycles for monoclonal antibodies, recombinant enzymes, and live-attenuated vaccines.
- Stability batch production for Phase II/III clinical trials requiring GMP-aligned documentation and repeatable drying kinetics.
- Excipient screening and formulation robustness testing under variable shelf-ramp rates and vacuum ramp profiles.
- Residual moisture analysis support via gravimetric correlation with Karl Fischer titration standards.
- Technology transfer activities between R&D labs and commercial manufacturing sites, leveraging identical control logic and alarm thresholds.
FAQ
What is the maximum batch size supported by the Pilot10-15T?
Up to 2268 × 22 mL vials or ≥15 kg of liquid formulation per cycle, based on standard loading density and thermal load distribution.
Does the system meet regulatory requirements for pharmaceutical use?
Yes—the mechanical design, material certifications, and control architecture comply with GMP guidelines, GB/T 5226.1–1996, and support full IQ/OQ/PQ execution per ISO/IEC 17025 and ASTM E2500.
Can shelf temperature be controlled independently per shelf?
No—shelves operate in parallel mode with synchronized setpoints; however, individual shelf sensors provide localized feedback for enhanced uniformity validation.
Is remote monitoring supported out of the box?
Standard configuration includes local HMI visualization and USB data export; Ethernet connectivity and remote desktop access require optional firmware licensing and network security review.
What maintenance intervals are recommended for the vacuum pump?
Oil changes every 500 operating hours; full pump service—including vanes and seals—every 3,000 hours or annually, whichever occurs first, per manufacturer’s maintenance logbook.



