
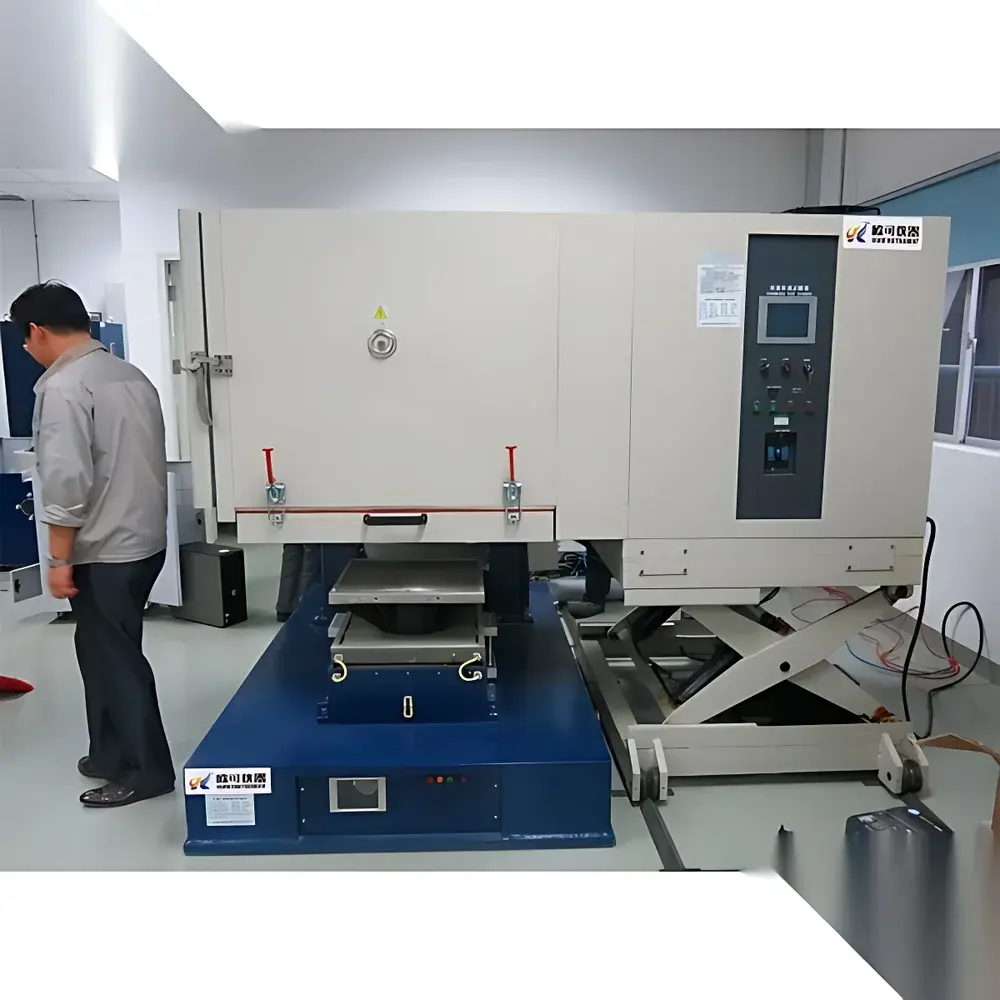

Combined Temperature-Humidity-Vibration Environmental Test Chamber
| Key | Temperature Range: -70°C to +150°C |
|---|---|
| Humidity Range | 5–98% RH (standard: 20–98% RH) |
| Temperature Resolution & Uniformity | ±0.1°C / ±2.0°C |
| Humidity Resolution & Uniformity | ±0.1% RH / ±3.0% RH |
| Temperature Control Accuracy | ±0.5°C |
| Humidity Control Accuracy | ±2.5% RH |
| Heating Rate | ~4.0°C/min |
| Cooling Rate | ~1.0°C/min |
| Construction | Interior & Exterior – SUS304 stainless steel |
| Insulation | High-density polyurethane foam (chlorinated ethyl carbamate-based, high-temp resistant) |
| Refrigeration System | Air-cooled |
| Safety Protections | Fuseless circuit breaker, compressor overload protection, refrigerant HP/LP cut-off, over-temperature/over-humidity safeguards, fuse, fault alarm system, low-water warning |
| Controller | Touchscreen LCD with bilingual (EN/CN) interface, 100 programmable profiles × 1000 segments × 999 cycles, max segment duration: 99h 59m, screen lock function, real-time curve display, RS-232/RS-485 interface for PC-based programming and remote monitoring |
| Structural Features | A3 carbon steel outer shell with powder coating, SUS304 mirror-finish inner chamber, double-layer high-tensile silicone gasket seal, anti-rebound door handle, multi-layer laminated tempered glass viewport with conductive ITO film, Ø50 mm cable port (left side), removable vibration table mounted on precision linear rails, low-noise Sanyo Denki blower with multi-wing centrifugal impeller, epoxy-silicone hybrid sealing between shaker table and chamber base |
Overview
The Combined Temperature-Humidity-Vibration Environmental Test Chamber is an integrated reliability validation platform engineered for simultaneous exposure of test specimens to controlled thermal, hygroscopic, and dynamic mechanical stress conditions. It operates on the principle of synergistic environmental simulation—where temperature and humidity are regulated via a closed-loop refrigeration and steam-generation system, while vibration excitation is delivered through a rigidly coupled electrodynamic or servo-hydraulic shaker system mounted beneath the test chamber floor. This triaxial stress combination replicates real-world operational extremes encountered by aerospace components, automotive ECUs, medical electronics, and military-grade enclosures during transport, storage, and field deployment. Unlike sequential testing approaches, this chamber enables true concurrent stress application—critical for identifying latent failure modes arising from thermo-mechanical fatigue, condensation-induced corrosion under cyclic strain, or polymer creep acceleration at elevated humidity and dynamic loading.
Key Features
- Triple-stress integration architecture supporting synchronized control of temperature (–70°C to +150°C), relative humidity (5–98% RH), and broadband vibration (typically 5–2000 Hz, depending on optional shaker configuration).
- Precision climate control system featuring SUS304 stainless steel internal construction, high-density polyurethane insulation with enhanced thermal stability, and dual-stage air-cooled refrigeration for deep sub-zero capability down to –70°C.
- Intuitive touchscreen controller with bilingual interface (English/Chinese), capable of storing up to 100 independent test programs—each comprising 1000 programmable segments with cycle repetition up to 999 times and maximum segment duration of 99 hours 59 minutes.
- Real-time graphical monitoring of chamber conditions including temperature/humidity trajectories and optional vibration amplitude/frequency spectra when interfaced with external data acquisition hardware.
- Robust mechanical design including reinforced A3 steel outer frame with anti-corrosive powder coating, multi-layer laminated observation window with transparent conductive ITO film for unobstructed visual inspection under humid conditions, and Ø50 mm shielded feedthrough port for power/signal line routing.
- Modular vibration integration: the shaker table mounts directly to the chamber base via a multi-layer epoxy-silicone composite seal, ensuring structural integrity and environmental isolation; it can be fully retracted on precision linear rails when vibration is not required—preserving chamber integrity and simplifying non-vibration thermal-humidity qualification tests.
Sample Compatibility & Compliance
This chamber accommodates standard test specimens up to 600 mm × 600 mm × 600 mm (W×D×H), with load capacity determined by the selected vibration system (typically 50–100 kg payload). It supports compliance-driven test execution per widely adopted international standards including MIL-STD-810H Method 514.7 (vibration), Method 502.7 (low temperature), Method 507.6 (humidity), as well as IEC 60068-2-6 (vibration), IEC 60068-2-30 (damp heat cyclic), and ISO 16750-4 (road vehicles—environmental conditions). The controller’s audit trail functionality—including user login logs, parameter change timestamps, and event-triggered alarms—supports GLP/GMP-aligned documentation requirements. While the base unit does not include FDA 21 CFR Part 11-compliant electronic signature modules, optional firmware upgrades and third-party validation packages are available for regulated pharmaceutical or medical device applications.
Software & Data Management
The embedded controller provides native RS-232 and RS-485 serial interfaces for bidirectional communication with host PCs running custom LabVIEW, MATLAB, or vendor-supplied Windows-based test management software. Users may remotely define complex multi-segment profiles, initiate/abort tests, export time-stamped CSV data streams (temperature, humidity, chamber status flags), and generate PDF reports with embedded trend plots. All operational parameters—including setpoints, actual readings, alarm events, and system diagnostics—are timestamped and retained in non-volatile memory for post-test forensic analysis. Optional Ethernet/IP or Modbus TCP gateways enable integration into centralized facility SCADA systems for enterprise-level environmental test fleet monitoring.
Applications
- Accelerated life testing of printed circuit board assemblies (PCBAs) subjected to thermal cycling, moisture ingress, and road-simulated vibration.
- Qualification of battery packs for electric vehicles under combined cold-soak, humidity soak, and random vibration per UN ECE R100 and GB/T 31467.3.
- Reliability screening of avionics enclosures exposed to altitude-simulated low-pressure humidity combined with swept-sine vibration per DO-160G Section 21.
- Material compatibility studies involving elastomeric seals, adhesives, and conformal coatings under sustained thermo-hygromechanical loading.
- Validation of IP67-rated consumer electronics enclosures against condensation formation and mechanical shock propagation during temperature ramping.
FAQ
What is the maximum allowable specimen weight when vibration is active?
The safe payload depends on the integrated shaker model; typical configurations support 50–100 kg with peak acceleration ≤ 50 g. Consult the shaker subsystem datasheet for force-limited and displacement-limited operating envelopes.
Can the chamber operate vibration-only mode without temperature/humidity control?
Yes—the controller allows independent activation of the shaker while holding temperature and humidity at ambient or disabling those systems entirely, provided mechanical interlocks confirm chamber door closure and safety circuits are satisfied.
Is calibration certification included with delivery?
A factory-assembled calibration report traceable to NIST or equivalent national metrology institutes is provided for temperature and humidity sensors; vibration transducer calibration requires separate third-party verification per ISO 17025.
How is condensation managed during rapid cooldown at high humidity?
The chamber employs dew-point prediction algorithms and adaptive dehumidification pre-cooling to minimize interior surface condensation; optional desiccant-assisted dry-air purge kits are available for ultra-low RH hold conditions.
What maintenance intervals are recommended for the refrigeration system?
Compressor oil and filter replacement is advised every 3,000 operating hours or biannually—whichever occurs first—under continuous operation; refrigerant leak checks should accompany all major service events per EPA Section 608 guidelines.



