

Combined Temperature-Humidity-Vibration Environmental Test Chamber – OEM Manufacturer Supply
| Key | Temperature Range: -20°C to +150°C / -40°C to +150°C / -60°C to +150°C |
|---|---|
| Temperature Uniformity | ≤ ±2°C |
| Temperature Fluctuation | ±0.5°C |
| Temperature Deviation | ≤ ±2°C |
| Ramp Rate | 0.7–1.0°C/min |
| Time Setting Range | 0–9999 h |
| Sinusoidal Force Capacity | 2.94 kN (300 kgf) |
| Frequency Range | 5–500 Hz |
| Max Acceleration | 980 m/s² (100 g) |
| Max Velocity | 1.1 m/s |
| Max Displacement | 25 mm p-p |
| Moving Mass | 2.7 kg |
| Payload Capacity | 120 kg |
| Table Surface | 150 mm × 150 mm |
| Vibration Axis | Vertical (Z-axis only) |
| Power Supply | AC 380 V ±10%, 50 Hz, 3-phase 5-wire |
| Refrigeration | Dual-stage cascade system with French Tecumseh hermetic compressors |
| Humidity Control | Steam generator + precision PID humidity controller |
| Construction | A3 steel exterior with powder coating |
| Sealing | Dual-layer high-tension silicone gasket |
| Compliance | Designed per IEC 60068-2-6, IEC 60068-2-14, IEC 60068-2-30, ISO 16750-4, MIL-STD-810H (vibration & environmental profiles) |
Overview
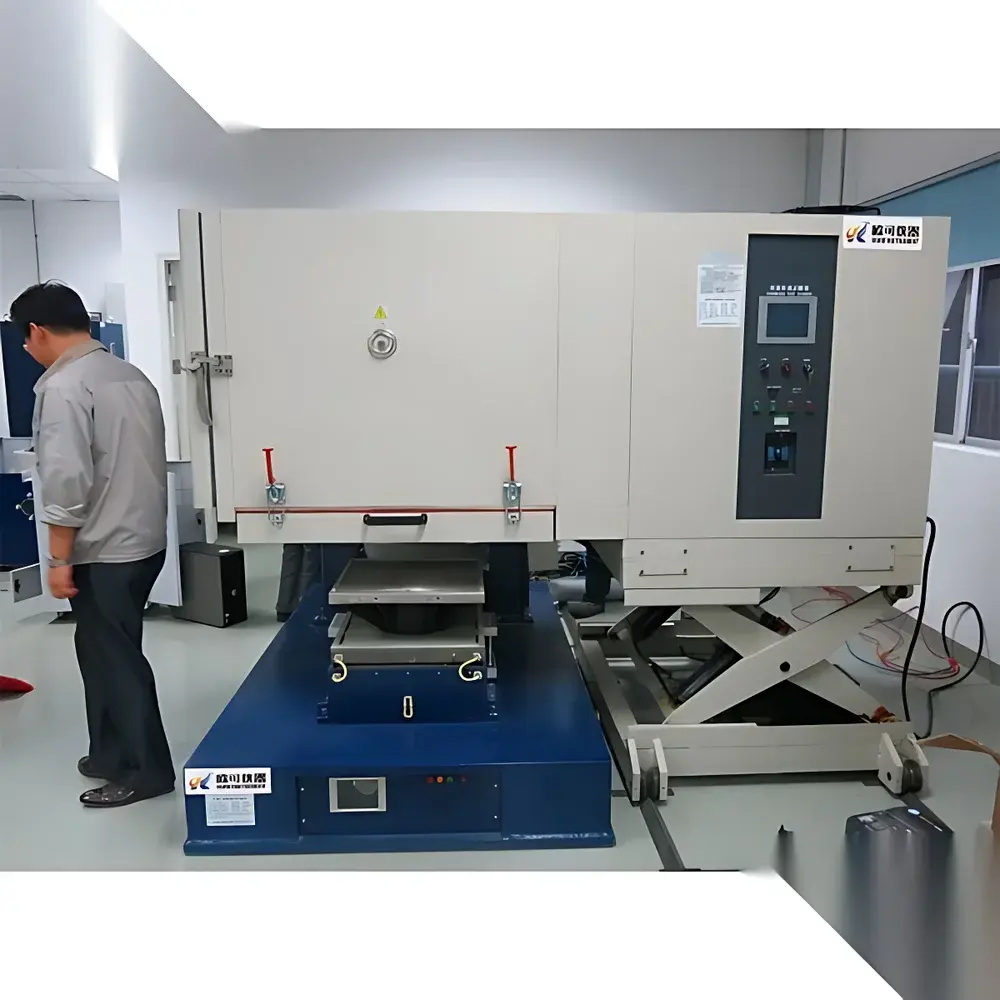
The Combined Temperature-Humidity-Vibration Environmental Test Chamber is an integrated reliability validation platform engineered for simultaneous application of thermal cycling, controlled humidity, and mechanical vibration stress—enabling accelerated life testing, HALT/HASS protocols, and qualification per automotive, aerospace, and industrial electronics standards. Its tri-stress architecture operates on the principle of coupled environmental excitation: temperature and humidity are regulated via a dual-stage refrigeration cycle with steam-based humidification, while vertical-axis electrodynamic vibration is generated through a high-force shaker system with closed-loop acceleration control. This configuration replicates real-world field conditions where thermal expansion, moisture ingress, and mechanical resonance interact synergistically to precipitate latent defects—making it indispensable for failure mode analysis, design validation, and production lot screening in mission-critical component development.
Key Features
- Triple-stress synchronization: Independent yet coordinated control of temperature (–60°C to +150°C), relative humidity (10–98% RH), and vertical vibration (5–500 Hz, up to 100 g peak acceleration) within a single test volume.
- Dual-stage cascade refrigeration system utilizing Tecumseh hermetic compressors, Italian CASTEL solenoid valves, Taiwanese GY oil separators, and American Parker ALCO desiccant filters—ensuring stable low-temperature performance and extended service intervals.
- High-fidelity vibration actuator with 2.94 kN force capacity, 25 mm p-p displacement limit, and real-time acceleration feedback via integrated IEPE accelerometers—compliant with ISO 5347 calibration traceability requirements.
- Uniform environmental distribution achieved via top-mounted multi-blade centrifugal circulation fans, bottom-return airflow design, and optimized internal baffle geometry—validated to meet ≤ ±2°C temperature uniformity across the 150 mm × 150 mm test table area.
- Structural integrity reinforced by A3 carbon steel frame with epoxy-powder finish, SUS304 mirror-finish interior lining, and layered ultra-fine glass wool insulation (thermal conductivity ≤ 0.036 W/m·K).
- Operator safety and test integrity safeguards include dual-layer high-tension silicone door seals, heated conductive laminated viewport with anti-fog functionality, and 50 mm diameter feedthrough port with IP65-rated gland fitting.
Sample Compatibility & Compliance
The chamber accommodates DUTs up to 120 kg mass and 150 mm footprint, supporting PCB assemblies, ECUs, sensors, power modules, and small subsystems requiring combined environmental stress exposure. Its mechanical and climatic performance adheres to core international test standards including IEC 60068-2-6 (vibration), IEC 60068-2-14 (thermal shock), IEC 60068-2-30 (damp heat cyclic), ISO 16750-4 (road vehicle environmental conditions), and MIL-STD-810H Method 514.8 (vibration) and Method 502.7 (temperature/humidity). The control architecture supports user-defined profile sequencing, step-and-hold modes, and ramp-soak cycles—all programmable with time resolution down to 1 second and logged with UTC timestamping for GLP/GMP audit readiness.
Software & Data Management
Equipped with a Windows-based embedded controller running proprietary test management software, the system provides intuitive graphical interface for profile creation, real-time parameter monitoring (temperature, RH, acceleration RMS/peak, velocity, displacement), and synchronized data acquisition at configurable sampling rates (up to 10 kHz for vibration channels). All operational logs—including setpoint deviations, alarm events, compressor runtime, and heater duty cycles—are stored internally and exportable in CSV or XML format. Audit trail functionality complies with FDA 21 CFR Part 11 requirements via electronic signature support, role-based access control, and immutable log archiving. Optional Ethernet/IP or Modbus TCP integration enables SCADA-level factory floor connectivity and centralized fleet monitoring.
Applications
This tri-combined test chamber serves critical roles across R&D and manufacturing quality assurance workflows: validating solder joint fatigue resistance under thermal-mechanical cycling; assessing conformal coating integrity during humidity-vibration exposure; qualifying automotive ADAS modules per ISO 16750-4 vibration spectra; performing HALT on avionics enclosures; verifying hermetic seal reliability in MEMS devices; and conducting accelerated corrosion testing of battery management systems under damp heat + vibration stress. Its reproducible, standards-aligned output directly informs FMEA updates, design margin adjustments, and PPAP submission packages.
FAQ
What standards does this chamber comply with for vibration testing?
It meets IEC 60068-2-6 (sinusoidal vibration), ISO 5347 (transducer calibration), and MIL-STD-810H Method 514.8 for swept-sine and random vibration profiles.
Can the vibration system operate independently of temperature/humidity control?
Yes—each stress domain (thermal, humid, vibrational) functions as a fully independent subsystem, allowing isolated or combined operation per test plan requirements.
Is remote monitoring and control supported?
Standard Ethernet interface enables remote access via secure HTTPS web interface or third-party SCADA platforms using Modbus TCP or OPC UA drivers.
What maintenance intervals are recommended for the refrigeration system?
Compressor oil and refrigerant levels should be verified annually; desiccant filters require replacement every 18 months under continuous operation, per manufacturer service bulletins.
How is traceability ensured for calibration and verification records?
Built-in calibration manager stores sensor verification certificates, shaker force calibration reports (per ISO 16063-21), and temperature/humidity chamber validation data—exportable with digital signatures and tamper-evident timestamps.
")


