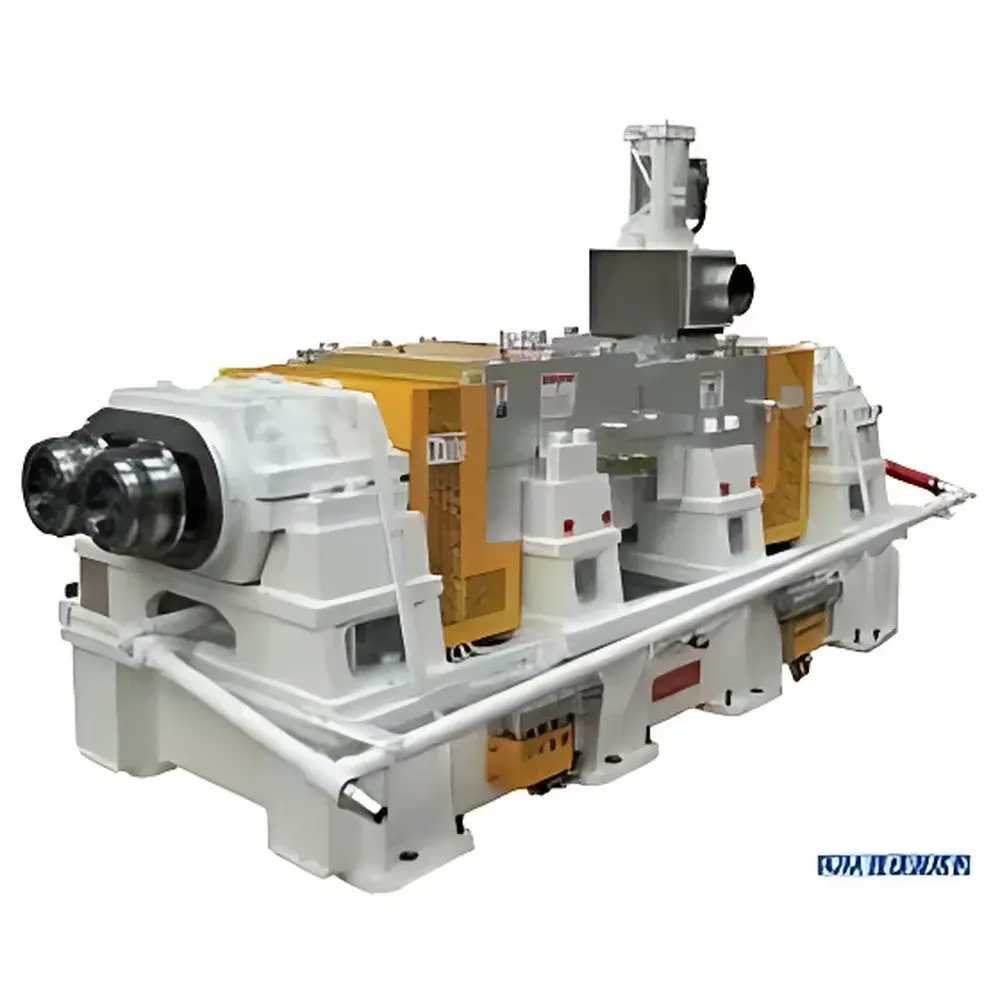
Farrel 9UM Continuous Mixer
| Brand | Farrel |
|---|---|
| Origin | USA |
| Model | 9UM |
| Type | Continuous Twin-Screw Mixer for Rubber & Thermoplastic Compounding |
| Production Capacity | 400–40,000 kg/h |
| Rotor Configuration | Intermeshing Co-Rotating Twin Screw |
| Drive System | Variable-Frequency Motor with Precise Speed Control (0–600 rpm) |
| Barrel Temperature Control | Zone-wise Electric Heating + Water Cooling (±1°C stability) |
| PLC Interface | Touchscreen HMI with Data Logging, Recipe Management, and Audit Trail Capability |
| Compliance | Designed to Support GLP/GMP Environments per ASTM D3418, ISO 1133, and USP <1043> for Polymer Processing Validation |
Overview
The Farrel 9UM Continuous Mixer is an industrial-grade, intermeshing co-rotating twin-screw compounding system engineered for high-fidelity dispersion and distribution mixing of thermoplastic and elastomeric compounds. Unlike batch-type internal mixers or open two-roll mills, the 9UM operates on continuous volumetric feeding and controlled residence time principles—leveraging precise screw geometry, adjustable shear intensity, and segmented thermal management to achieve reproducible melt homogeneity across wide formulation ranges. Its design originates from Farrel’s legacy in polymer processing machinery, emphasizing mechanical robustness, thermal stability, and scalability from laboratory development (via reduced-capacity configurations) to full-scale production lines. The system is particularly suited for formulations based on polyolefins (PP, PE), polystyrene (PS), polyvinyl chloride (PVC), thermoplastic elastomers (TPEs), and filled compounds containing high-load mineral fillers, carbon black, or flame retardants.
Key Features
- Intermeshing co-rotating twin-screw architecture with optimized flight depth, pitch, and kneading block arrangement to balance dispersive and distributive mixing mechanisms.
- Modular barrel design with independently controlled heating/cooling zones (typically 6–8 zones) enabling precise thermal profiling along the melt path—from solid conveying and pre-heating to high-shear melting and final homogenization.
- High-tolerance rotor-to-barrel clearance (≥1.2 mm at tip) minimizing wear while maintaining effective shear transfer; rotors fabricated from nitrided alloy steel (e.g., AISI 4140N) for extended service life under abrasive conditions.
- Large-diameter feed throat with optional gravimetric feeder integration, supporting free-flowing and high-bulk-density formulations—including >60 wt% filler-loaded compounds without bridging or surging.
- PLC-based control system with 10.4″ color touchscreen HMI, supporting recipe storage (≥100 profiles), real-time parameter trending (torque, temperature, pressure, RPM), and exportable CSV data logs compliant with 21 CFR Part 11 requirements when configured with electronic signature and audit trail modules.
- Direct-coupled AC vector drive delivering consistent torque output across 0–600 rpm range, with dynamic response time <50 ms for closed-loop speed regulation during load transients.
Sample Compatibility & Compliance
The 9UM accommodates a broad spectrum of polymer systems, including but not limited to polyethylene (LDPE, HDPE, LLDPE), polypropylene (homopolymer, copolymer), rigid and flexible PVC, styrenic block copolymers (SBS, SEBS), ethylene-propylene-diene monomer (EPDM), and silicone rubber masterbatches. It supports both dry-blend feeding and side-stuffer configurations for liquid additives (plasticizers, peroxides, silanes). From a regulatory standpoint, the mixer’s construction adheres to ASME B31.3 process piping guidelines for heated components and meets CE Machinery Directive 2006/42/EC requirements for safety-integrated controls. When operated with validated procedures and calibrated instrumentation, it supports compliance with ASTM D3418 (thermal transitions of polymers), ISO 1133 (melt flow rate testing preparation), and USP <1043> (characterization of polymeric excipients in pharmaceutical manufacturing).
Software & Data Management
The integrated control software provides deterministic I/O mapping, configurable alarm thresholds (e.g., barrel zone deviation >±3°C, motor overload >110%), and timestamped event logging. All operational parameters—including screw speed, zone temperatures, main drive amperage, and melt pressure (if equipped with inline sensor)—are recorded at user-defined intervals (1–60 sec). Data export is supported via USB or Ethernet (Modbus TCP), enabling traceability for quality audits. Optional firmware packages extend functionality to include predictive maintenance alerts (based on cumulative torque integral), recipe version control with digital signatures, and synchronization with MES platforms via OPC UA.
Applications
The Farrel 9UM serves as a core compounding platform in R&D laboratories for formulation screening, scale-up studies, and DOE-driven optimization of filler dispersion, pigment distribution, and crosslinker incorporation. In production environments, it functions as a primary extrusion compounding line for masterbatch manufacturing, cable jacketing compounds, automotive TPOs, medical-grade thermoplastic elastomer blends, and recyclate reprocessing. Its compatibility with Farrel FMP™ melt pumps and underwater pelletizing systems enables fully integrated continuous pellet production with tight dimensional tolerances (<±0.1 mm diameter variation) and minimal gel count per ASTM D2657.
FAQ
What distinguishes the 9UM from Farrel’s FCM™ series?
The 9UM belongs to the FCM™ family—it is the ninth-generation model in Farrel’s continuous mixer product line, featuring enhanced thermal zoning, upgraded drive electronics, and expanded PLC memory versus earlier 4UM–7UM variants.
Can the 9UM be used for reactive extrusion?
Yes—when paired with Farrel’s FMP™ melt pump and vented barrel sections, the 9UM supports controlled residence time windows (0.5–5 min) suitable for peroxide-initiated grafting, silane crosslinking, and compatibilizer synthesis.
Is validation support available for GMP-regulated industries?
Farrel provides IQ/OQ documentation templates, calibration protocols for temperature and torque sensors, and commissioning assistance aligned with Annex 15 and ASTM E2500 principles.
What maintenance intervals are recommended for daily operation?
Standard preventive maintenance includes daily visual inspection of feed throat and gearmotor oil level; quarterly torque verification of barrel clamps and screw element fasteners; and annual replacement of heater cartridges and thermocouple assemblies.
Does the system support third-party SCADA integration?
Yes—the PLC supports Modbus RTU/TCP, EtherNet/IP, and optional OPC UA server licensing for seamless integration into enterprise-level automation architectures.
Related Products