GNR EDGE Portable Residual Stress Analyzer
| Brand | GNR |
|---|---|
| Origin | Italy |
| Model | EDGE |
| Compliance | ASTM E915, EN 15305 |
| Detector | Linear silicon strip detector with single-photon counting technology |
| Cooling | Air-cooled |
| X-ray Source | Interchangeable microfocus X-ray tubes |
| Fluorescence Suppression | Integrated X-ray fluorescence rejection |
| Measurement Time | Minutes per point (vs. hours for conventional systems) |
| Portability | Fully integrated into carry-on compliant transport case |
| Safety Options | Optional radiation shielding enclosure for benchtop operation |
Overview
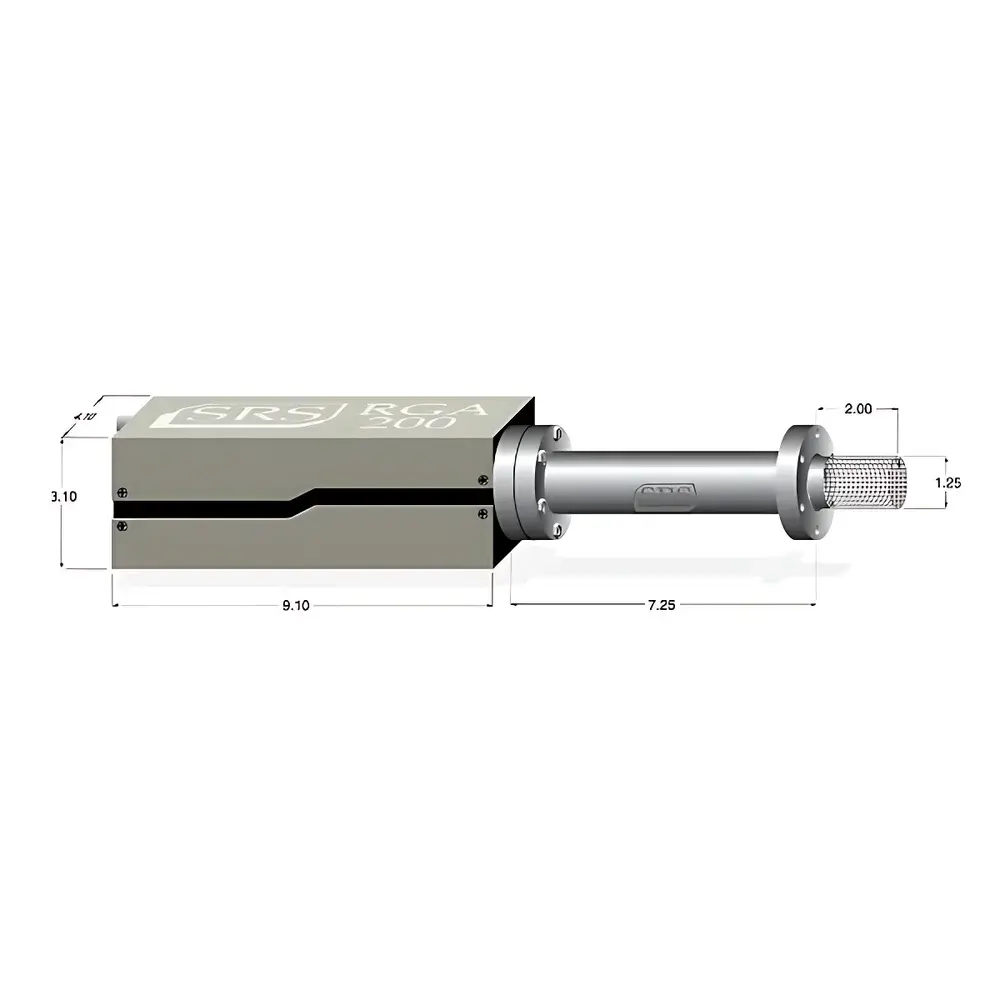
The GNR EDGE Portable Residual Stress Analyzer is an engineered solution for in-situ, non-destructive determination of residual lattice strain in crystalline metallic materials using the sin²ψ X-ray diffraction (XRD) method. It operates on Bragg’s law and relies on precise angular measurement of diffraction peak shifts across multiple tilt angles to calculate macroscopic residual stress components—both surface and near-surface—with high spatial resolution. Designed specifically for field deployment and shop-floor integration, the EDGE eliminates the need for sample removal or laboratory relocation, enabling real-time quality assurance in aerospace component manufacturing, welded structure integrity verification, additive manufacturing post-process validation, and maintenance inspection of critical infrastructure.
Key Features
- Single-Photon Counting Silicon Strip Detector: A linear array detector with intrinsic noise-free performance ensures optimal signal-to-noise ratio without pulse pile-up distortion, even at high count rates—critical for maintaining peak shape fidelity and angular accuracy during rapid data acquisition.
- One-Dimensional Multi-Band Detection: Simultaneously captures diffraction intensity over a wide 2θ angular range (typically >30°), eliminating mechanical scanning and reducing per-point measurement time from hours to under five minutes while preserving full-profile resolution.
- Modular X-ray Source Architecture: Supports interchangeable microfocus X-ray tubes (e.g., Cr, Co, Fe, Cu anodes) to optimize Kα wavelength selection based on material composition and absorption characteristics—enabling tailored analysis for steels, aluminum alloys, titanium, nickel superalloys, and welds.
- Integrated Fluorescence Suppression: Employs energy-discriminative detection combined with optimized tube voltage/filter selection to minimize background contributions from characteristic X-ray fluorescence, thereby enhancing peak-to-background contrast and quantitative reliability.
- Non-Contact Laser Positioning System: Provides sub-0.1 mm spatial registration accuracy and real-time visual alignment feedback, ensuring repeatable positioning on complex geometries—including curved surfaces, threaded joints, turbine blades, and castings—without physical contact or surface preparation.
- Compact Air-Cooled Design: No liquid cooling, cryogens, or vacuum pumps required; low power consumption (10 years typical operational life under routine use).
Sample Compatibility & Compliance
The EDGE accommodates samples of arbitrary geometry, size, and surface finish—including rough as-welded, machined, shot-peened, or thermally treated surfaces—without requiring polishing or electrolytic etching. Its open-beam configuration permits measurements on large assemblies, pipelines, pressure vessels, rail tracks, and aircraft fuselage sections. All measurement protocols adhere strictly to ASTM E915 “Standard Test Method for Verifying the Alignment of X-Ray Diffraction Instrumentation for Residual Stress Measurement” and EN 15305 “Non-destructive testing — Test method for residual stress analysis by X-ray diffraction.” The system supports traceable calibration using NIST-traceable reference powders and certified stress standards. Full audit trail functionality—including user access logs, parameter change history, and raw frame metadata—is maintained in accordance with GLP and ISO/IEC 17025 requirements.
Software & Data Management
Controlled via GNR’s proprietary STRESSLAB software, the EDGE provides intuitive workflow-guided operation—from automated peak search and profile fitting (using pseudo-Voigt or Pearson VII functions) to full tensor stress calculation (σ₁₁, σ₂₂, τ₁₂) with uncertainty propagation. Data export complies with ASTM E1361 for XRD residual stress reporting and supports CSV, XML, and HDF5 formats for integration into enterprise MES/QMS platforms. Software includes built-in compliance modules for FDA 21 CFR Part 11 (electronic signatures, audit trails, role-based access control) and supports IQ/OQ documentation packages for regulated environments.
Applications
- Aerospace: Residual stress mapping of turbine disks, landing gear components, and additively manufactured brackets prior to service life qualification.
- Automotive: Validation of heat treatment uniformity and stress relief efficacy in crankshafts, gears, and suspension arms.
- Energy: In-field assessment of weld residual stresses in nuclear reactor piping and offshore wind tower flanges.
- Rail & Infrastructure: Monitoring stress evolution in railhead grinding zones and bridge orthotropic deck welds.
- Research & Development: Correlation of process parameters (e.g., laser power, scan speed, build orientation) with residual stress distribution in metal AM builds.
- Phase Analysis Extension: Optional firmware upgrade enables quantitative residual austenite measurement (per ASTM E975) and phase identification via library-matched pattern indexing.
FAQ
Does the EDGE require external cooling or compressed air?
No. The detector and X-ray tube are air-cooled; no chiller, water supply, or compressed gas is needed.
Can it measure through paint or thin coatings?
Yes—depending on coating thickness and atomic number—but empirical calibration using representative coated reference samples is recommended for quantitative accuracy.
Is radiation safety certification included?
The base system meets IEC 61010-1 for electrical safety; optional lead-lined safety enclosure (Class I cabinet) enables compliance with local regulatory limits for uncontrolled areas per IEC 62495 and national radiation protection ordinances.
What is the typical measurement depth for steel samples?
Approximately 10–30 µm for Cr-Kα radiation, depending on grain size, texture, and surface roughness—consistent with standard XRD-based stress metrology practice.
How is traceability ensured for calibration?
Each instrument ships with factory-applied angular calibration verified against Si NIST SRM 640e, and users can perform periodic verification using certified stress-free reference specimens supplied by GNR or third-party accredited providers.
Related Products
")