

HunterLab STOL-MG Non-Contact In-Line Color and Gloss Analyzer
| Brand | HunterLab |
|---|---|
| Origin | USA |
| Model | STOL-MG |
| Product Type | Spectrophotometric Color & Gloss Instrument |
| Instrument Type | In-Line |
| Optical Geometry | Multi-Angle (0°/30°) |
| Light Source | Full-Spectrum LED |
| Spectral Range | 400 nm – 700 nm |
| Spectral Bandwidth | 10 nm |
| Aperture | 1 inch |
| Repeatability | ΔE* < 0.03 (Avg), < 0.05 (Max) in CIE L*a*b* on White Tile (20 readings) |
| Gloss Measurement Angles | 20° and 60° |
| Gloss Range | 20°: 0–2,000 GU |
| 60° | 0–1,000 GU |
| Gloss Accuracy | ±0.1 GU (0–199.9 GU), ±0.1% (200–2,000 GU) |
| Gloss Reproducibility | ±0.5 GU (0–199.9 GU), ±0.4% (200–2,000 GU) |
| Measurement Speed | 20 readings/sec |
| Optical Design | Dual-Beam, Sealed Optics with 256-Pixel Diode Array & Concave Holographic Grating |
| Housing Rating | NEMA 4 / IP56 |
| Standoff Distance | 65 mm – 115 mm |
Overview
The HunterLab STOL-MG is a high-precision, non-contact in-line spectrophotometric analyzer engineered for real-time color and gloss monitoring in continuous coil coating production lines. Based on dual-beam, full-spectrum LED illumination and a sealed optical path featuring a 256-pixel diode array and concave holographic grating, the STOL-MG delivers metrologically traceable measurements compliant with CIE 15:2018 and ISO 11664 standards. Its 0°/30° directional geometry enables simultaneous evaluation of specular reflectance (gloss) and diffuse reflectance (color), supporting robust differentiation of metallic, pearlescent, and textured finishes common in architectural and appliance-grade prepainted metal. Designed for integration into high-speed manufacturing environments—up to 5 m/s cross-web traverse—the system operates without physical contact, eliminating wear, contamination risk, or surface damage. All optical components are hermetically sealed to maintain calibration stability under thermal drift, dust ingress, and mechanical vibration typical of industrial settings.
Key Features
- Triple-sensor architecture: independent, synchronized detection of color (CIE L*a*b*, ΔE*), surface height (via triangulation), and gloss (20°/60° GU) within a single measurement cycle.
- Automated calibration scheduling: configurable time-based or event-triggered recalibration eliminates manual intervention and associated safety hazards in live production zones.
- Multi-point reference sampling: programmable auto-acquisition from pre-defined locations on coated strip ensures continuous alignment with master standards, suppressing long-term spectral drift.
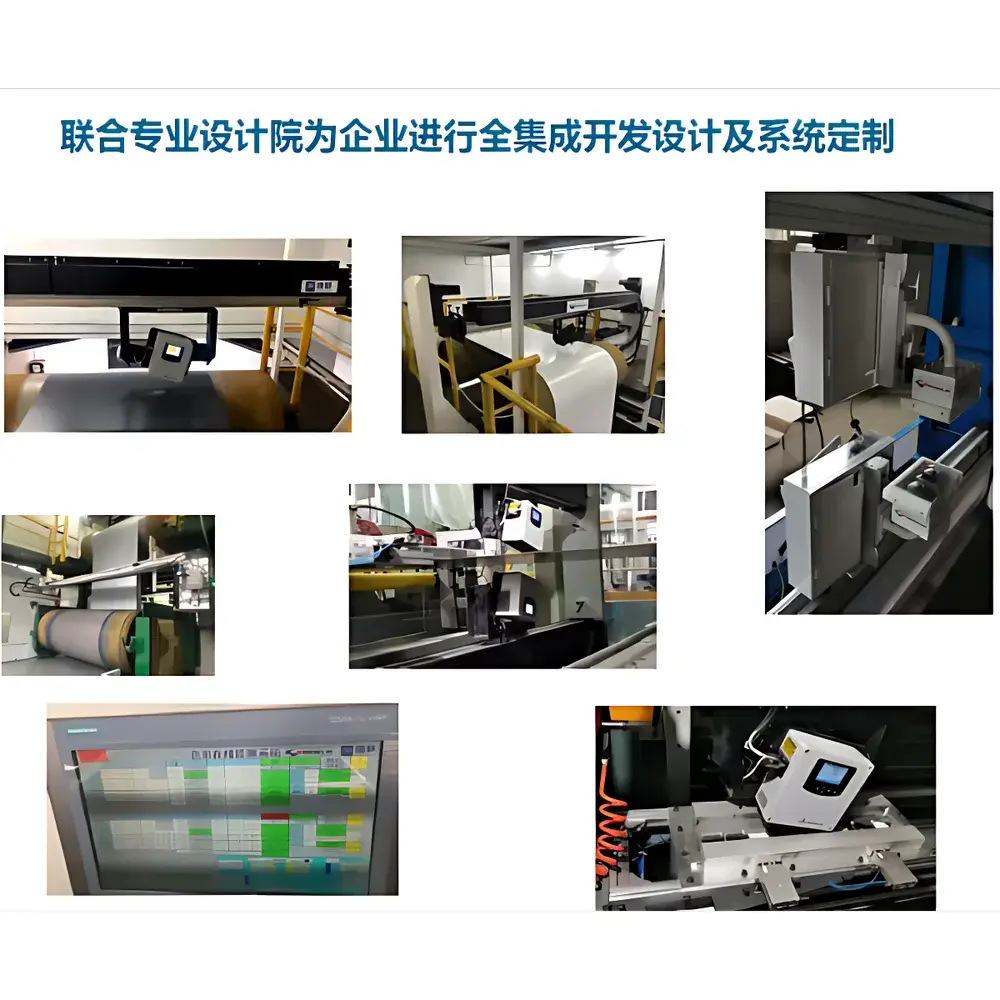
- Full-width traversing system: motorized carriage with 10-axis positional adjustment enables precise spatial mapping across coil width; weld seam detection with automatic probe retraction prevents mechanical impact.
- Ruggedized enclosure rated to NEMA 4 / IP56: resistant to coolant mist, particulate ingress, and mechanical shock—validated for deployment adjacent to roller mills, ovens, and tension stands.
- Real-time alarm synchronization: concurrent visual/audible alerts on both local HMI and central PLC upon deviation beyond user-defined tolerances; all exceptions logged with timestamp, position, and spectral metadata.
Sample Compatibility & Compliance
The STOL-MG is validated for use on continuously moving, flat or slightly curved metal substrates with nominal thicknesses from 0.15 mm to 2.0 mm and surface roughness (Ra) up to 3.2 µm. It supports ASTM D2244 (color difference), ASTM D523 (specular gloss), ISO 2813 (gloss at 20°/60°), and ISO 12048 (in-line color measurement for coated metals). Instrument output complies with FDA 21 CFR Part 11 requirements for electronic records and signatures when deployed with audit-trail-enabled software configurations. Data integrity protocols align with ICH Q5, Q7, and GMP Annex 11 frameworks, ensuring suitability for regulated industries including automotive OEM supply chains and architectural cladding certification.
Software & Data Management
The STOL-MG integrates with HunterLab’s proprietary ProcessLink™ software suite, offering customizable dashboards, role-based access control (admin/operator/audit), and native OPC UA connectivity for seamless SCADA and MES integration. Measurement data—including full spectral reflectance curves (380–780 nm), CIE L*a*b*, ΔE*ab, ΔE*00, gloss values, and positional coordinates—are stored in SQL Server databases with automatic backup and version-controlled templates. Reports export natively to Microsoft Excel (.xlsx) with embedded metadata (batch ID, line speed, oven temperature, operator ID). Users define pass/fail logic per parameter (e.g., ΔE* < 0.8 AND 20° GU ∈ [120.0, 135.5]), with trend charts aligned to SPC control limits per AIAG CQI-15 and Six Sigma DMAIC workflows. All changes to calibration, tolerances, or user permissions are recorded in immutable audit trails.
Applications
- Real-time process feedback control in continuous coil coating lines for pre-painted steel and aluminum.
- Statistical process control (SPC) of color consistency across coil batches, enabling predictive correction of pigment feed rates or curing parameters.
- Validation of batch-to-batch reproducibility in high-value architectural panels subject to AAMA 2604/2605 specifications.
- Correlation studies between lab-based benchtop instruments (e.g., HunterLab UltraScan VIS) and in-line measurements to support ASTM E308 conversion validation.
- Gloss uniformity mapping for identifying roller mark patterns, oven hot/cold spots, or coater blade wear effects.
- Support for PAT (Process Analytical Technology) initiatives under FDA guidance, providing multivariate data streams for real-time quality assurance.
FAQ
What standards does the STOL-MG comply with for in-line color measurement?
The STOL-MG conforms to ISO 12048 for in-line color measurement of coated metals, ASTM D2244 for color difference calculation, and ASTM D523/ISO 2813 for gloss quantification at 20° and 60°.
Can the STOL-MG be integrated with existing PLC or MES systems?
Yes—it supports OPC UA, Modbus TCP, and Ethernet/IP protocols for bidirectional communication with Rockwell Automation, Siemens SIMATIC, and Schneider EcoStruxure platforms.
How is instrument-to-instrument agreement maintained across multiple STOL-MG units?
HunterLab performs inter-instrument agreement (IIA) verification using NIST-traceable ceramic tiles and metallic standards; typical ΔE*00 agreement is ≤0.15 across a fleet of five instruments.
Is the system suitable for high-temperature environments near curing ovens?
The optical head operates at ambient temperatures up to 50°C; optional air purge kits and water-cooled mounting brackets extend operational range to 70°C ambient.
Does the software support FDA 21 CFR Part 11 compliance?
When configured with electronic signature workflows, audit trail logging, and role-based permission tiers, ProcessLink™ meets all technical and procedural requirements for Part 11 compliance.





