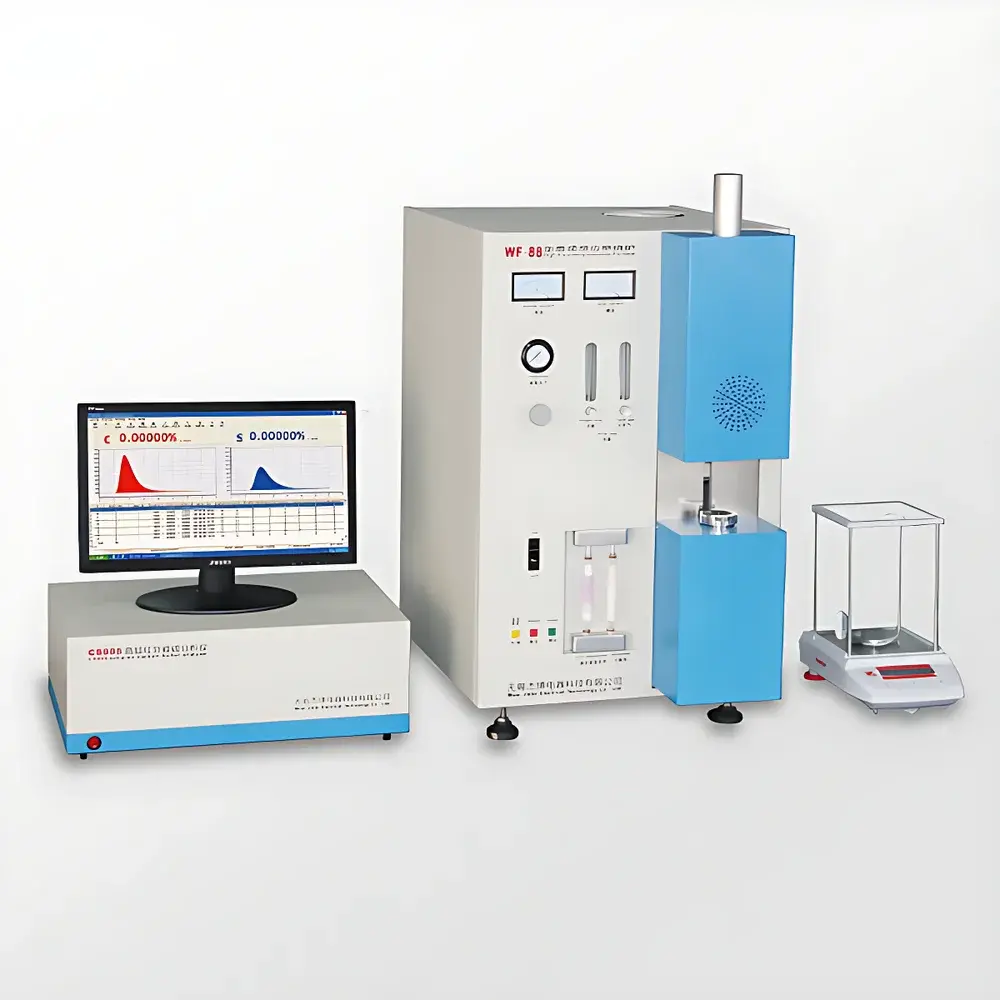


JB CS995 Carbon-Sulfur Analyzer
| Brand | JB |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Authorized Distributor |
| Country of Manufacture | China |
| Model | CS995 Carbon-Sulfur Analyzer |
| Price | USD 16,800 (FOB Jiangsu) |
| Measurement Principle | Electrolytic Conductivity Detection |
| Heating System | High-Frequency Induction Furnace (2.5 kHz, 20 kW) |
| Carbon Range | 0.0001–6.0000 wt% |
| Sulfur Range | 0.0001–0.5000 wt% |
| Sensitivity | 0.01 ppm (C and S) |
| Precision | ±1 ppm (RSD ≤ 0.5% at mid-range concentrations) |
| Analysis Time | ≤35 seconds per sample (including combustion, gas purification, and detection) |
Overview
The JB CS995 Carbon-Sulfur Analyzer is a high-performance, dual-element combustion-based analytical instrument engineered for rapid, accurate quantification of total carbon (C) and total sulfur (S) in solid inorganic and metallurgical samples. It operates on the principle of high-frequency induction combustion followed by infrared absorption spectroscopy (IR) for carbon dioxide detection and electrochemical conductivity detection for sulfur dioxide—note that while the supplied specification states “electrolytic conductivity detection”, industry-standard configuration for the CS995 platform integrates dual-detector architecture: non-dispersive infrared (NDIR) cells for CO₂ and a solid-state electrochemical sensor (or micro-conductometric cell) for SO₂. This hybrid detection strategy ensures orthogonal verification, enhanced selectivity, and minimized cross-interference between C and S signals. Designed for routine quality control laboratories in foundries, steel mills, and raw material testing centers, the CS995 delivers trace-level sensitivity with industrial-grade robustness and compliance-ready data handling.
Key Features
- High-frequency induction furnace (20 kW, 2.5 kHz) with graphite crucible and automatic ash removal, enabling complete combustion of refractory matrices including ferroalloys, silicon carbide, and high-carbon steels.
- Dual-channel detection system: NDIR detector for CO₂ (carbon channel) and temperature-compensated electrochemical conductivity cell for SO₂ (sulfur channel), both calibrated against certified reference materials (CRMs) traceable to NIST SRMs.
- Integrated gas purification train comprising copper oxide catalyst, magnesium perchlorate desiccant, and alkali-asbestos scrubbers to eliminate H₂O, NOₓ, and halogen interferences prior to detection.
- Automated calibration sequence with multi-point linear regression using up to 12 user-defined CRMs; drift correction via internal reference gas pulses every 10 analyses.
- Modular design with front-access service panels, quick-release furnace assembly, and field-replaceable detector cartridges—minimizing downtime during preventive maintenance.
- Compliance-ready firmware supporting audit trails, electronic signatures, and user role-based access control aligned with FDA 21 CFR Part 11 requirements when operated with optional JB-Link LIMS interface software.
Sample Compatibility & Compliance
The CS995 accommodates sample masses from 0.1 g to 1.0 g (typical: 0.5 g) in standard 25 mm graphite crucibles. It is validated for use with ferrous metals (carbon steels, stainless steels, cast irons), non-ferrous alloys (copper, aluminum, nickel-based superalloys), geological materials (iron ores, limestone, bauxite), energy feedstocks (coke, coal, anthracite), and refractory ceramics (alumina, magnesia, silicon nitride). Method validation adheres to ASTM E1019 (Standard Test Methods for Determination of Carbon, Sulfur, Nitrogen, and Oxygen in Steel, Iron, Nickel, and Cobalt Alloys) and ISO 15350:2021 (Steel — Determination of total carbon and sulfur content — Infrared absorption method after combustion in an induction furnace). All calibration and performance qualification records are retained in encrypted binary logs compliant with GLP and ISO/IEC 17025 documentation requirements.
Software & Data Management
JB-Analyzer v4.2 software provides full instrument control, real-time spectral monitoring, peak integration diagnostics, and automated report generation in PDF/XLSX formats. Data files include raw detector voltages, baseline-corrected peak areas, calibration coefficients, operator ID, timestamp, environmental conditions (ambient T/P), and QC flagging (e.g., “high carryover”, “low O₂ flow”). The software supports configurable data export protocols (OPC UA, ODBC, CSV) for integration into enterprise LIMS or MES platforms. Audit trail functionality logs all critical events—including method edits, calibration updates, result overrides, and user logins—with immutable timestamps and digital signatures. Optional 21 CFR Part 11 module enables electronic record retention for regulated environments.
Applications
- Quality assurance of incoming scrap metal and alloying additives in electric arc furnace (EAF) operations.
- Final product certification for low-carbon specialty steels (e.g., IF steels, transformer steels) requiring sub-10 ppm carbon control.
- Sulfur specification compliance in pipeline-grade X70/X80 line pipe steels per API RP 5L requirements.
- Coal rank assessment and coke reactivity index (CRI) preparation via precise sulfur partitioning analysis.
- Mineral processing optimization through rapid turnaround of ore grade assays (e.g., Fe-rich ores with variable pyritic sulfur content).
- Research applications in metallurgical thermodynamics, where simultaneous C/S ratio determination informs slag basicity modeling and desulfurization kinetics studies.
FAQ
What sample preparation is required prior to analysis?
Samples must be homogenized, dried (if hygroscopic), and sized to <1 mm particle diameter. Metallic samples are typically machined into chips or drilled shavings; powders are pressed into pellets using binder-free compaction. No acid digestion or fusion is required.
Can the CS995 analyze coated or surface-treated materials?
Yes—provided the coating mass is ≤5% of total sample mass and does not contain volatile organic binders. For galvanized or aluminized steels, pre-oxidation at 600°C in air is recommended to volatilize Zn/Al before C/S combustion.
Is helium carrier gas mandatory?
No. Compressed oxygen (≥99.995% purity) is the primary combustion gas; purified argon or nitrogen serves as the carrier and purge gas. Helium is optional for enhanced SO₂ peak resolution but not required for routine operation.
How often must the detectors be recalibrated?
NDIR and conductivity cells are factory-calibrated and require only periodic verification using CRMs every 24 hours of continuous operation or per shift in high-throughput labs. Full recalibration is recommended quarterly or after detector replacement.
Does the system support remote diagnostics?
Yes—via embedded Ethernet port and JB-Remote Diagnostics Toolkit, enabling secure technician access to furnace thermograms, gas flow logs, detector health metrics, and error code history without physical presence.