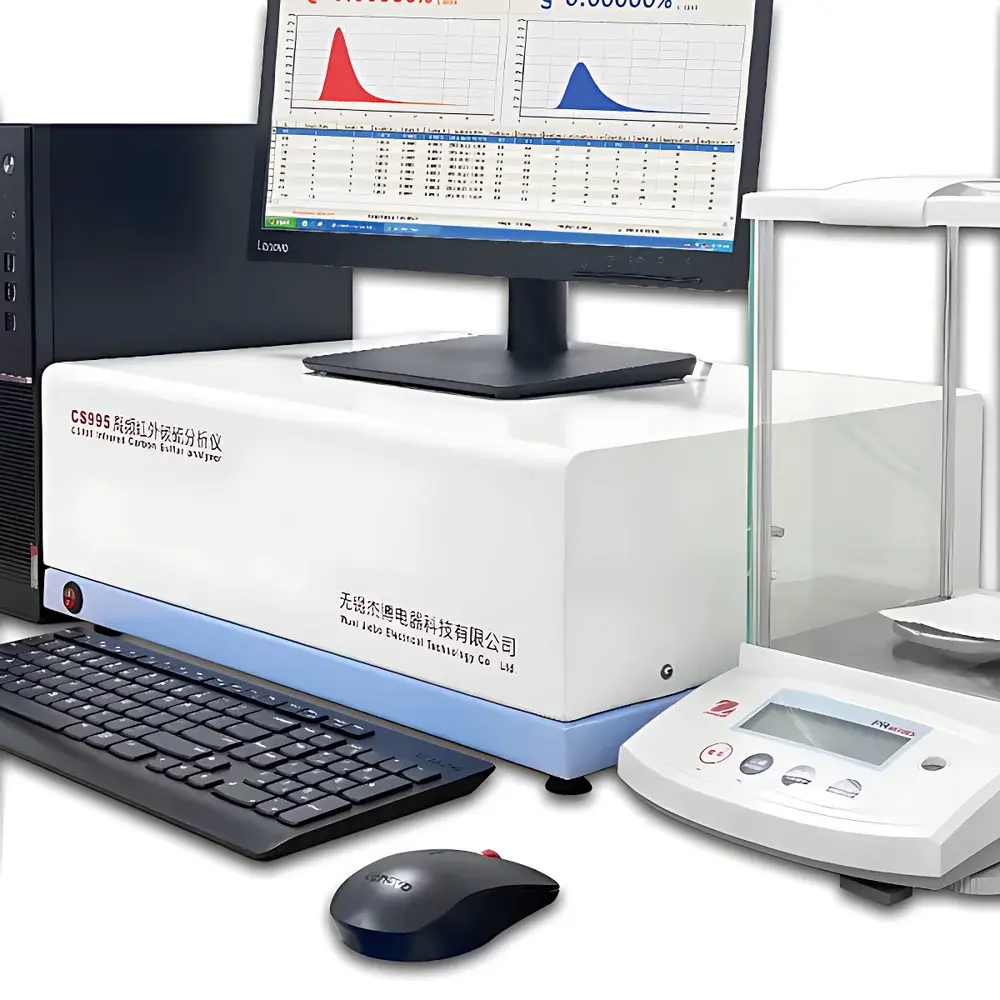
JB CS995 High-Frequency Infrared Carbon-Sulfur Analyzer for Ore Analysis
| Brand | JB |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Authorized Distributor |
| Country of Manufacture | China |
| Model | CS995 |
| Measurement Principle | Non-Dispersive Infrared (NDIR) Absorption |
| Heating System | High-Frequency Induction Furnace (2.5 kHz, 3.5 kW) |
| Carbon Range | 0.0001–6.0000 wt% |
| Sulfur Range | 0.0001–0.5000 wt% |
| Sensitivity | 0.01 ppm (C and S) |
| Precision | ±1 ppm (RSD ≤ 0.5% at mid-range concentrations) |
| Analysis Time | ≤35 s per sample |
| Sample Weighing Range | 0.1–1.0 g (standard crucible mode) |
Overview
The JB CS995 High-Frequency Infrared Carbon-Sulfur Analyzer is a dedicated elemental combustion analyzer engineered for precise, rapid quantification of total carbon (C) and total sulfur (S) in inorganic solid matrices—particularly geological and metallurgical samples including ores, slags, refractories, and mineral concentrates. It operates on the fundamental principle of high-frequency induction combustion coupled with dual-channel non-dispersive infrared (NDIR) detection. During analysis, a precisely weighed sample is combusted in a pure oxygen atmosphere within a high-frequency induction furnace (2.5 kHz, 3.5 kW), ensuring complete oxidation of carbon to CO2 and sulfur to SO2. The evolved gases are swept through a dust removal and moisture separation system before entering independent NDIR cells optimized for CO2 (4.26 µm) and SO2 (7.35 µm) absorption bands. Signal intensity is linearly correlated to gas concentration via Beer-Lambert law-based calibration, enabling trace-level detection down to 0.01 ppm with certified repeatability.
Key Features
- High-frequency induction furnace with programmable power ramping and real-time temperature monitoring—ensures complete combustion of refractory oxides and silicates common in ore matrices
- Dual NDIR detectors with thermoelectrically cooled PbSe sensors and optical interference filters for long-term signal stability and minimal cross-sensitivity
- Integrated ceramic dust filter and perchloric acid–based chemical dryer for robust gas conditioning under high-ash or high-moisture sample conditions
- Automatic baseline correction and zero-point validation before each analysis cycle to maintain measurement integrity across extended operation
- Modular crucible handling system supporting both tungsten and ceramic crucibles, compatible with flux addition (e.g., tin + copper oxide) for low-carbon/sulfur ores
- Self-diagnostic firmware with real-time pressure, flow, and detector voltage logging for GLP-compliant instrument qualification
Sample Compatibility & Compliance
The CS995 is validated for heterogeneous, high-silica, and high-iron content samples typical of iron ore, bauxite, phosphate rock, manganese nodules, and copper concentrates. Its combustion protocol meets ASTM E1019–23 (Standard Test Methods for Determination of Carbon, Sulfur, Nitrogen, and Oxygen in Steel, Iron, Nickel, and Cobalt Alloys) and ISO 15350:2020 (Steel and iron — Determination of total carbon and sulfur content — Infrared absorption method after combustion in an induction furnace). All hardware and software components comply with IEC 61000-4 electromagnetic compatibility standards. Data acquisition and audit trail functions support 21 CFR Part 11 readiness when deployed with optional secure user authentication and electronic signature modules.
Software & Data Management
JB Analytical Suite v4.2 provides full control over method development, calibration curve management (linear, quadratic, or multi-point weighted), and QC monitoring (control charts, spike recovery, duplicate analysis tracking). Raw absorbance spectra, peak integration parameters, and gas flow profiles are stored in vendor-neutral .CSV and .XML formats. The software supports LIMS integration via ASTM E1482-compliant HL7 messaging and includes automated report generation compliant with ISO/IEC 17025 documentation requirements. Audit trails record operator ID, timestamp, parameter changes, and result approvals—retained for ≥36 months with write-once-read-many (WORM) archiving options.
Applications
- Grade control and blending optimization in iron ore mining and pelletizing plants
- Impurity screening of lithium spodumene and cobalt laterite feedstocks prior to hydrometallurgical processing
- Quality assurance of refractory-grade magnesia and alumina aggregates used in blast furnace linings
- Regulatory compliance testing for sulfur content in coal and coke per ISO 351 and ASTM D3177
- Geochemical mapping of carbonatite-associated rare earth element (REE) deposits where carbonate-bound C correlates with mineralization vectors
- Research applications in planetary geology simulating extraterrestrial regolith composition via synthetic analogs
FAQ
What sample preparation is required for ore analysis?
Crushed and homogenized ore samples must be ground to ≤75 µm (200 mesh) and dried at 105 °C for 2 h. Moisture content should be determined separately and applied as a mass correction factor during result calculation.
Can the CS995 analyze sulfide-rich samples like pyrite without interference?
Yes—the high-frequency furnace achieves >1,800 °C peak temperature, ensuring quantitative conversion of refractory sulfides. Optional tungsten-coated crucibles and tin/copper oxide flux minimize SO3 formation and sulfate carryover.
Is calibration traceable to certified reference materials (CRMs)?
The system supports multi-point calibration using NIST SRM 114p (low-C steel), GBW01301a (high-S cast iron), and IRMM-019 (ore CRM) with documented uncertainty budgets per ISO/IEC 17025 Clause 6.4.
How is drift compensated during batch analysis?
The analyzer performs automatic zero-gas flush and reference cell normalization every 10th analysis or upon operator command; optional daily auto-calibration with internal standard gas cylinder available.
Does the system support remote diagnostics and preventive maintenance alerts?
Yes—embedded Ethernet interface enables secure SSH access for firmware updates and sensor health monitoring. Predictive maintenance flags trigger based on furnace coil resistance trends, detector signal-to-noise degradation, and gas filter saturation indicators.