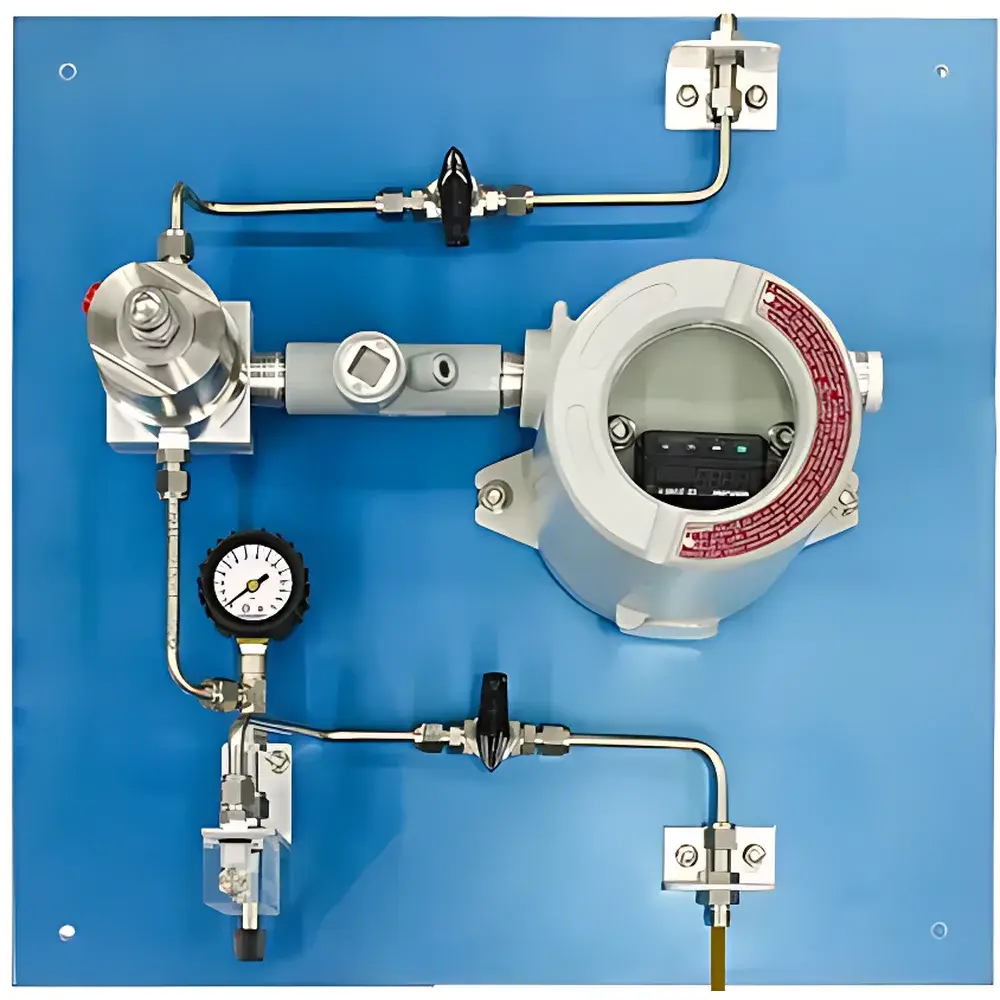
LUMEX RP100SC Natural Gas Sample Pressure Reduction Module
| Brand | LUMEX |
|---|---|
| Origin | USA |
| Model | RP100SC |
| Sample Pressure Range | Up to 6000 PSIG → Adjustable Output: 0–100 PSIG |
| Response Time | ≤1 s |
| Mercury Detection Compatibility | ppm-level Hg analysis |
| Thermal Control | Dual-stage heat exchangers + Joule–Thomson compensation via electrically heated inlet |
| Safety Certification | Suitable for Class I, Division 2 hazardous areas |
| Surface Treatment | SilcoNert®2000 inert passivation |
| Flow Path Configuration | Helical long-path regulator |
| Filtration | Integrated particulate filter at inlet |
| Interface Options | Tedlar® bag coupling + direct online integration with mercury analyzers (e.g., RP-915NG) |
| Compliance | SY/T 7321–2016 (Determination of Mercury in Wellhead Natural Gas by Differential Method) |
Overview
The LUMEX RP100SC Natural Gas Sample Pressure Reduction Module is an engineered solution for the safe, quantitative, and chemically intact transfer of high-pressure natural gas and biogas samples into mercury-specific analytical instrumentation. Designed explicitly for trace-level mercury (Hg) quantification in hydrocarbon streams, the RP100SC operates on a pressure-reduction principle grounded in controlled adiabatic expansion—mitigated by active thermal management—to preserve volatile elemental mercury speciation and prevent condensation-induced loss or surface adsorption. Unlike generic pressure regulators, the RP100SC integrates thermodynamic stabilization across the entire flow path: it accepts inlet pressures up to 6000 PSIG (413.7 bar) and delivers a stable, user-adjustable output pressure between 0 and 100 PSIG (0–6.9 bar), optimized for compatibility with cold-vapor atomic absorption (CVAAS) and Zeeman-effect mercury analyzers such as the LUMEX RP-915NG. Its architecture addresses two critical challenges in field-based gas-phase Hg analysis: (1) the Joule–Thomson cooling effect during rapid decompression, which risks condensing water vapor or heavy hydrocarbons—and co-precipitating mercury—and (2) surface-mediated mercury retention due to reactive interactions with stainless steel or elastomer components.
Key Features
- High-pressure capability: Rated for continuous operation at inlet pressures up to 6000 PSIG, with precision pressure regulation across 0–100 PSIG output range
- Dual-stage thermal management: Integrated pre- and post-regulation heat exchangers combined with electrically heated inlet section, actively compensating for Joule–Thomson temperature drop via PID-controlled thermal feedback
- Chemically inert flow path: Entire wetted surface treated with SilcoNert®2000 deactivation coating—validated for ultra-trace mercury applications where adsorption losses below 1 ng/m³ must be avoided
- Condensation-suppressing helical flow geometry: Long-path spiral regulator design promotes uniform heat distribution and minimizes localized cold spots
- Hazardous-area suitability: Constructed and certified for use in Class I, Division 2 locations per NEC/CEC standards; non-sparking components and intrinsically safe interface options available
- Modular deployment: Supports both portable configurations (e.g., mounted in ruggedized transport case with Tedlar® bag manifold and calibrated mass flow meter) and permanent installation in pipeline monitoring skids
- Particulate protection: Stainless-steel sintered filter (≤5 µm pore size) installed upstream of regulator inlet to prevent fouling and maintain long-term pressure stability
Sample Compatibility & Compliance
The RP100SC is validated for use with natural gas, associated petroleum gas (APG), and upgraded biogas streams containing variable moisture, hydrocarbon dew points, and sulfur compounds. It maintains sample integrity for mercury species—including elemental Hg⁰, methylmercury, and phenylmercury—across dynamic pressure transitions. The module complies with SY/T 7321–2016 (“Determination of Mercury in Wellhead Natural Gas by Differential Method”), supporting both grab sampling (via Tedlar® bags) and continuous online monitoring workflows. Its design aligns with GLP and GMP-aligned laboratory practices: all thermal setpoints are digitally logged, isolation ball valves enable leak-tight system purging, and surface passivation meets ASTM E2912 requirements for mercury-inert materials. While not a standalone analyzer, the RP100SC satisfies critical pre-analytical requirements referenced in ISO 6974-1 (natural gas analysis) and US EPA Method 29 (mercury emissions), particularly where representative sampling from high-pressure sources is mandated.
Software & Data Management
The RP100SC is a hardware-only module without embedded firmware or onboard data logging. However, its thermal control subsystem interfaces seamlessly with external SCADA or DCS platforms via standard 4–20 mA analog outputs (temperature and pressure) and optional RS-485 Modbus RTU communication. When integrated with LUMEX’s RP-915NG analyzer, full audit trail functionality—including regulator inlet/outlet temperatures, valve actuation timestamps, and flow rate metadata—is captured within the Mercury Analysis Suite v4.x software, compliant with FDA 21 CFR Part 11 for electronic records and signatures. All calibration events, maintenance logs, and configuration changes are time-stamped and user-attributed, supporting regulatory inspections under ISO/IEC 17025 and API RP 1172.
Applications
- Wellhead mercury screening in upstream oil & gas operations prior to gas processing
- Real-time mercury monitoring in gas transmission pipelines and LNG liquefaction feed lines
- Biogas upgrading facility compliance testing—verifying Hg removal efficiency of activated carbon beds
- Calibration verification of online mercury monitors using certified reference gas standards delivered at elevated pressure
- Mobile laboratory deployments for emergency response or third-party verification audits
- Research applications involving mercury speciation studies in sour gas systems containing H₂S and CO₂
FAQ
What is the maximum allowable inlet pressure for the RP100SC?
The module is rated for continuous operation at up to 6000 PSIG (413.7 bar) inlet pressure, with burst rating exceeding 9000 PSIG.
Can the RP100SC be used with hydrogen sulfide (H₂S)-rich natural gas?
Yes—SilcoNert®2000 coating provides resistance to H₂S-induced corrosion and prevents catalytic mercury amalgamation on metal surfaces.
Does the RP100SC require external power for thermal control?
Yes—it requires a 24 VDC power supply for the inlet heater and PID controller; power consumption is ≤15 W under steady-state operation.
Is the RP100SC compatible with ISO 10723-compliant gas sampling protocols?
Yes—the dual-isolation ball valve configuration, inert surface finish, and traceable thermal history support adherence to ISO 10723 Annex C for representative high-pressure gas sampling.
How often does the particulate filter require replacement?
Under typical field conditions (dry gas, <10 ppm H₂O), filter service interval exceeds 12 months; visual inspection and differential pressure monitoring are recommended quarterly.
")



