
NCS NCS-SJ01 Intelligent Surface Defect Vision Inspection System
| Brand | NCS |
|---|---|
| Origin | Beijing, China |
| Manufacturer | NCS (Central Iron and Steel Research Institute) |
| Type | Domestic |
| Model | NCS-SJ01 |
| Pricing | Upon Request |
Overview
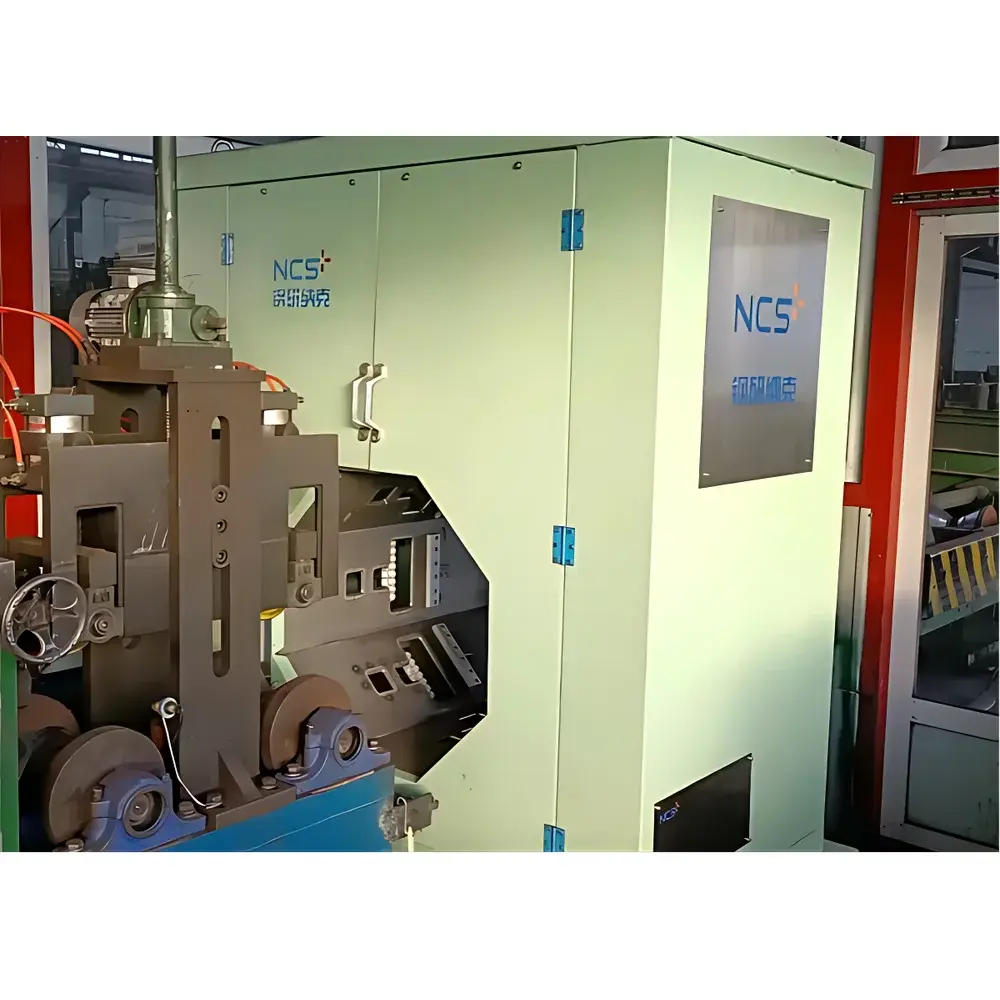
The NCS NCS-SJ01 Intelligent Surface Defect Vision Inspection System is an industrial-grade, AI-powered inline vision inspection platform engineered for high-speed, non-destructive surface quality assessment of seamless and welded steel tubes in continuous production environments. It operates on a hybrid 2D+3D optical metrology principle: synchronized high-resolution CCD imaging captures surface reflectance and topography simultaneously, while structured-light or laser profilometry—integrated within the same optical path—enables sub-micron depth profiling of surface discontinuities. This dual-mode acquisition architecture overcomes fundamental limitations of conventional 3D-only systems, which often fail to resolve shallow yet metallurgically critical defects such as micro-cracks, fine scratches, or early-stage scale adhesion. Designed for integration into hot-rolling, cold-drawing, and pickling lines, the system delivers deterministic defect detection at line speeds up to 12 m/s, with real-time latency under 50 ms per frame—ensuring full traceability without process interruption.
Key Features
- Adaptive Depth-of-Field Imaging: Motorized focus control coupled with real-time Z-axis calibration enables automatic optical adjustment across tube diameters ranging from Φ25 mm to Φ406 mm, maintaining diffraction-limited resolution across variable curvature and surface finish conditions.
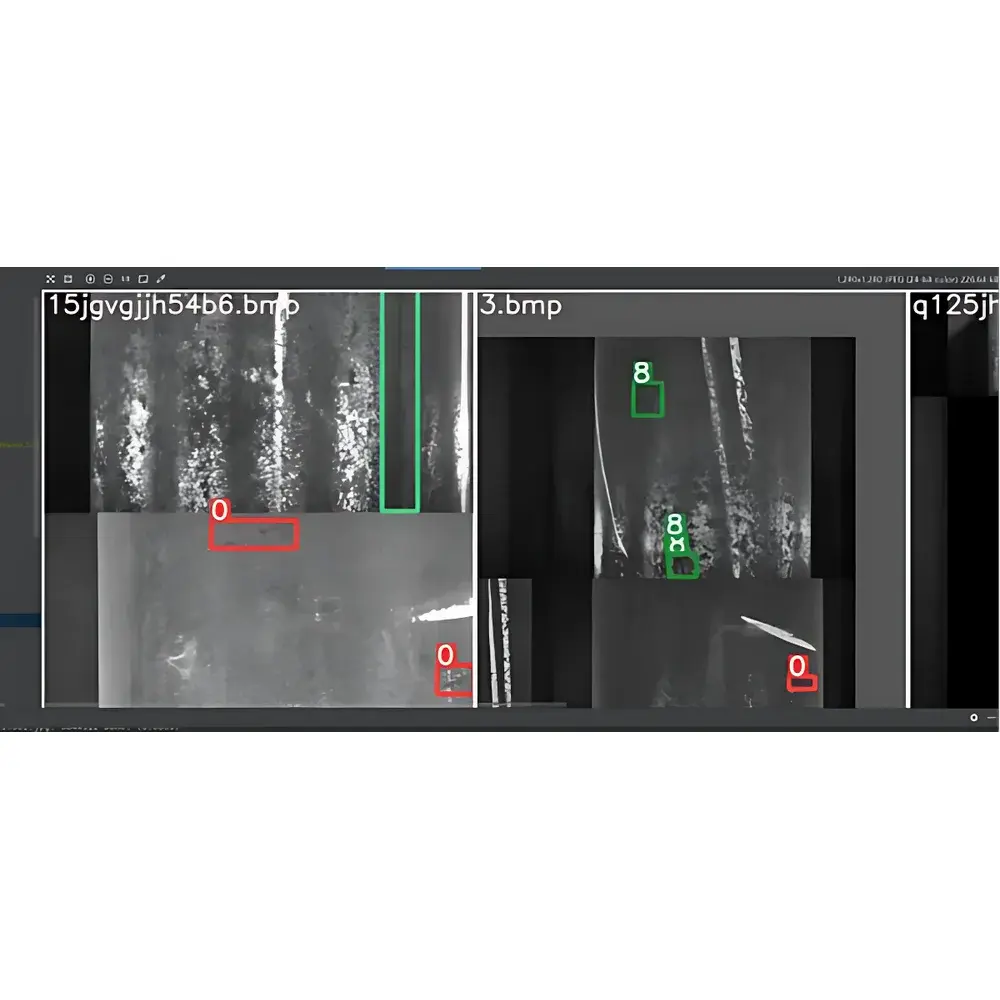
- Hybrid 2D+3D Data Fusion: Co-registered grayscale intensity maps and height-field point clouds are processed in parallel, allowing quantitative depth measurement (±0.5 µm repeatability) even for defects with aspect ratios < 1:100 (e.g., hairline cracks < 2 µm deep).
- Convolutional Neural Network (CNN) Inference Engine: A production-optimized ResNet-50 backbone, trained on >2.3 million annotated defect instances from 17 steel grades and 9 mill configurations, achieves >98.7% precision in multi-class classification (crack, fold, pit, roll mark, scab, scratch) under varying illumination, oxide scale, and water-film interference.
- Self-Improving Annotation Pipeline: Operator-verified false positives/negatives trigger automated retraining via transfer learning; model updates are version-controlled and deployed without system downtime, compliant with ISO/IEC 17025 clause 7.7 on method validation.
- Hardware-Redundant Architecture: Dual-server topology separates image acquisition (real-time Linux RT kernel) from analytics (Ubuntu LTS with CUDA 12.x), ensuring deterministic frame capture even during GPU-intensive inference bursts.
Sample Compatibility & Compliance
The NCS-SJ01 accommodates carbon steel, stainless steel, duplex, and nickel-alloy tubes with outer diameters from 25–406 mm, wall thicknesses 2–40 mm, and surface roughness Ra 0.4–12.5 µm. It meets IEC 61000-6-2/6-4 for electromagnetic compatibility in rolling mill environments and complies with ISO 10816-3 for vibration immunity. Defect classification logic adheres to ASTM E2693 (Standard Practice for Visual Examination of Seamless and Welded Steel Tubular Products) and supports configurable pass/fail thresholds aligned with API RP 5CT, EN 10216-2, and GB/T 8162. Audit trails—including raw image hashes, operator intervention logs, and model version stamps—are stored in encrypted SQLite databases with write-once-read-many (WORM) retention policies, satisfying FDA 21 CFR Part 11 electronic record requirements.
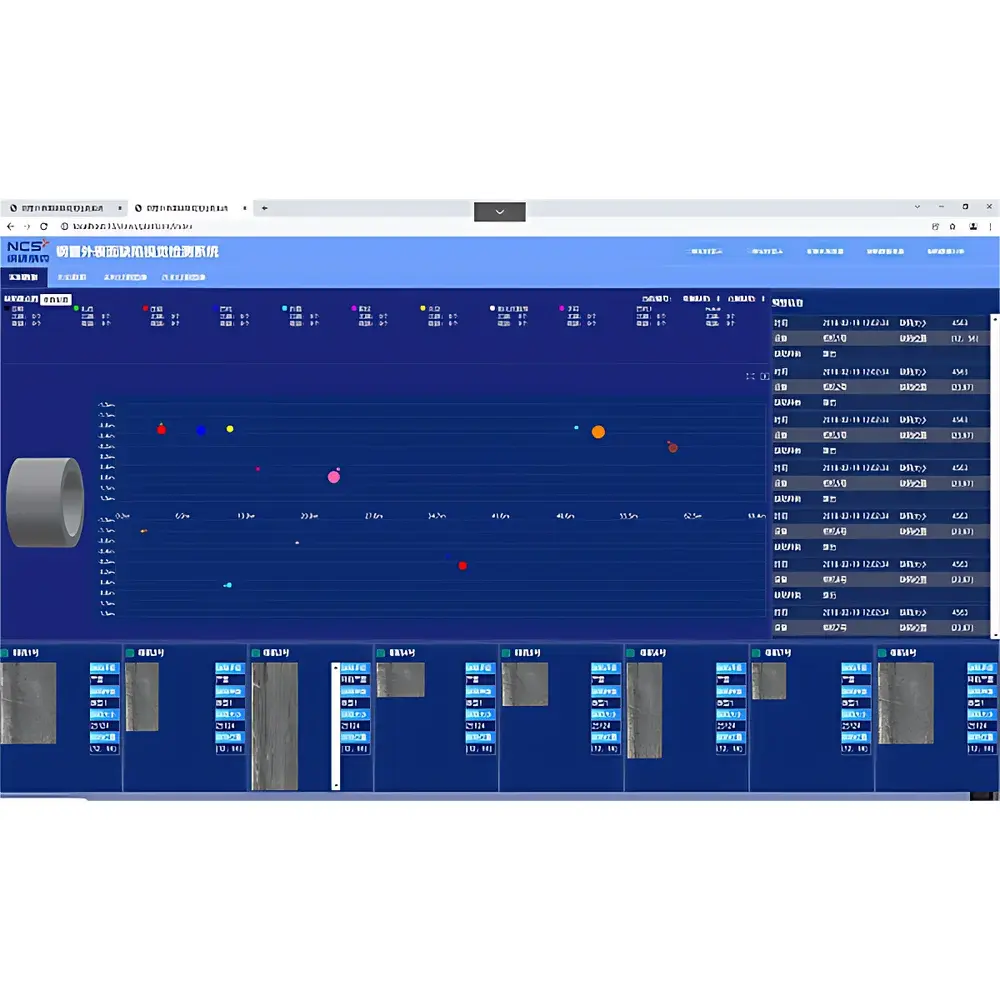
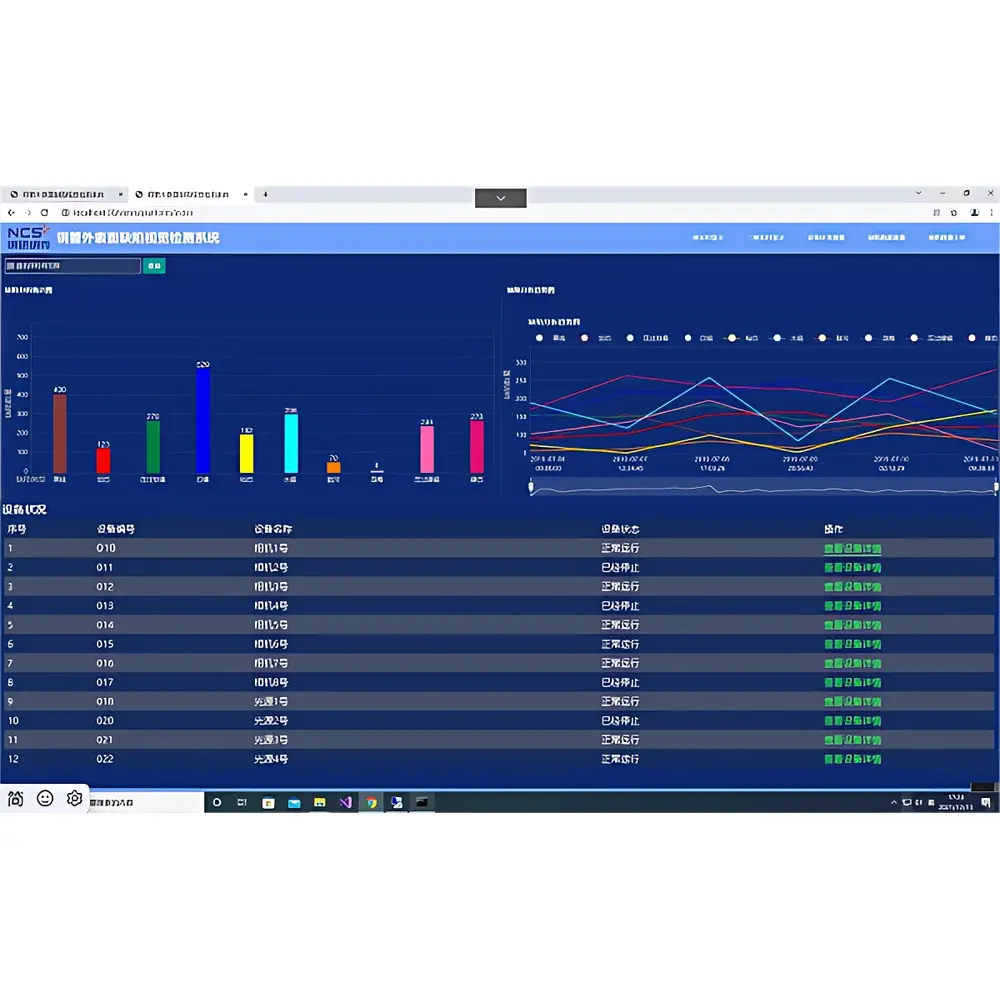
Software & Data Management
The NCS-VIS Suite v4.2 provides a web-based interface (HTTPS/TLS 1.3) accessible via Chromium-based browsers. All image data is stored in lossless PNG format with embedded EXIF metadata (timestamp, camera ID, exposure settings, calibration coefficients). Defect reports export to CSV/JSON/XML with ISO 8601 timestamps and traceable root cause tags (e.g., “mill-roll-wear-2024-Q3”). Historical analysis leverages PostgreSQL-backed time-series indexing for trend monitoring (defect rate vs. billet batch, furnace number, or die wear cycle). Software validation documentation—including IQ/OQ protocols and regression test suites—is provided per GAMP 5 guidelines for regulated manufacturing sites.
Applications
- Automated final inspection of OCTG (Oil Country Tubular Goods) prior to thread cutting and coupling
- In-process monitoring of cold-drawn tubes to detect die-induced folds before annealing
- Post-pickling verification of acid-etched surface integrity in stainless tubing
- Statistical process control (SPC) integration for Six Sigma initiatives targeting defect ppm reduction
- Root cause analysis support via correlation of defect morphology with upstream process parameters (roll force, cooling rate, tension)
FAQ
What minimum defect depth can the system reliably detect on a matte-finish stainless steel tube?
For Ra ≈ 1.6 µm surfaces, the 3D mode resolves planar defects ≥0.8 µm deep with >95% probability of detection (POD) at 90% confidence level, validated per ASTM E2862.
Does the system support integration with MES/SCADA platforms?
Yes—OPC UA server (compliant with IEC 62541) and RESTful API endpoints enable bidirectional data exchange with Siemens SIMATIC IT, Rockwell FactoryTalk, and custom MES solutions.
How is model drift mitigated during long-term deployment?
The system implements concept drift detection using KL-divergence monitoring of feature-space distributions; automatic retraining is triggered when divergence exceeds threshold δ = 0.025, with human-in-the-loop approval required for production model promotion.
Is on-site calibration service available outside mainland China?
NCS-certified field engineers provide global calibration and validation services, including ISO/IEC 17025-accredited uncertainty budgets for dimensional measurements.



