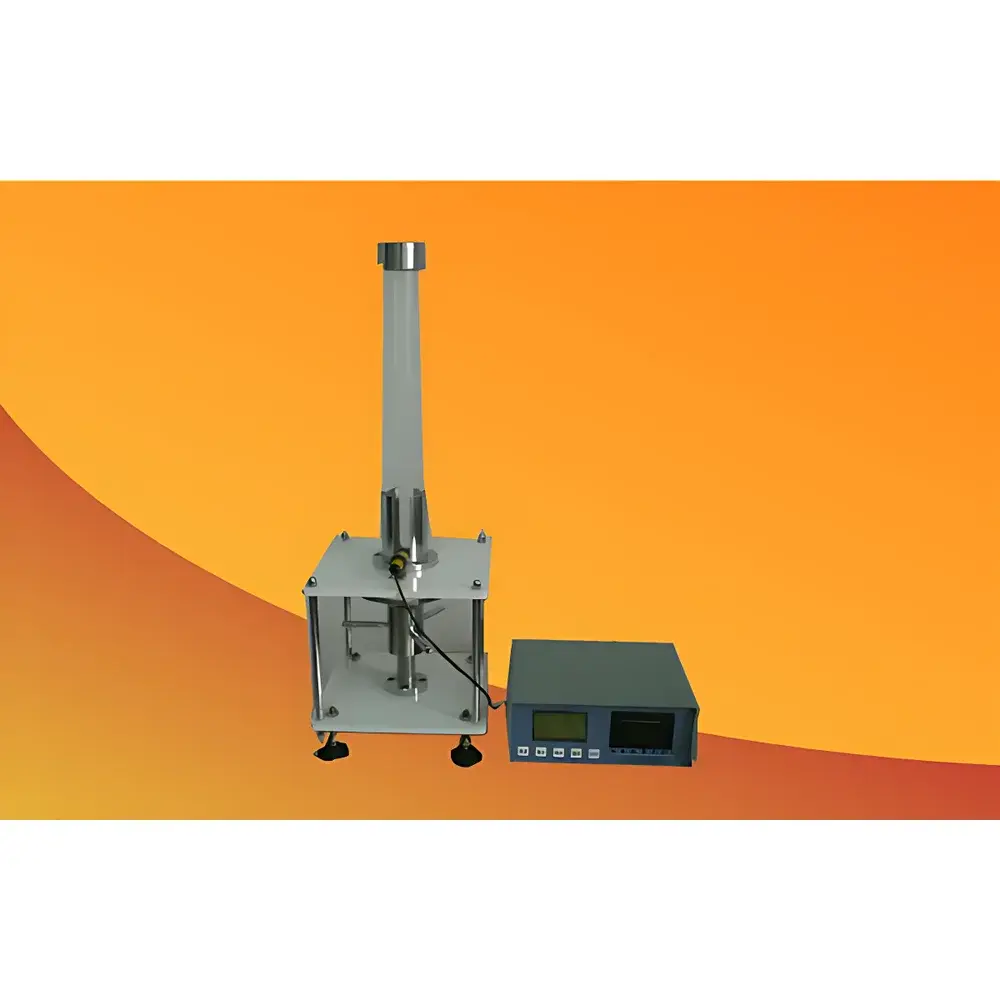

North Guang Precision Instruments HMLQ-500 Foam Ball Rebound Tester
| Brand | North Guang Precision Instruments |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | OEM Manufacturer |
| Model | HMLQ-500 |
| Compliance | GB/T 6670–2008, ISO 8307:2010, ASTM D3574–2022 |
| Drop Height | 460 ± 0.5 mm (GB/ISO), 500 ± 0.5 mm (ASTM) |
| Steel Ball Diameter | Ø16.00 ± 0.05 mm |
| Rebound Ratio Accuracy | <1% |
| Specimen Dimensions | 100 mm × 100 mm × 100 mm |
| Measurement Output | Automatic average rebound height & rebound percentage calculation |
| Sensor System | High-resolution optical encoder + vibration-detection sensor |
| Control Interface | Embedded microprocessor with Chinese-language LCD display |
| Data Output | Integrated thermal mini-printer |
| Release Mechanism | Dual-mode (manual + motorized electromagnetic release) |
Overview
The North Guang Precision Instruments HMLQ-500 Foam Ball Rebound Tester is a precision-engineered instrument designed for the standardized determination of resilience in flexible polymeric foams—primarily soft polyurethane (PU) and viscoelastic foam materials. It operates on the principle of free-fall impact dynamics, where a calibrated steel sphere is released from a defined vertical height onto a horizontally mounted foam specimen. The rebound ratio—the percentage of the maximum rebound height relative to the initial drop height—is calculated in accordance with internationally recognized test methodologies. This measurement directly correlates with the material’s energy absorption and recovery behavior under transient compressive loading, making it essential for quality control in automotive seating, mattress manufacturing, packaging cushioning, and medical support surface development. The HMLQ-500 implements dual-standard compliance (GB/T 6670–2008 and ISO 8307:2010 for metric-based testing; ASTM D3574–2022 for imperial-aligned protocols), ensuring data interoperability across global supply chains and regulatory submissions.
Key Features
- High-precision drop-height control with mechanical fine-adjustment mechanism, maintaining ±0.5 mm tolerance at both 460 mm (ISO/GB) and 500 mm (ASTM) setpoints.
- Dual-release architecture: manually triggered lever release for operator verification and programmable electromagnetic solenoid release for repeatable, zero-contact initiation—eliminating human-induced kinetic variability.
- Integrated optical encoder and piezoelectric vibration sensor system captures real-time ball trajectory, detecting wall contact events during rebound and automatically flagging invalid trials per ISO 8307 Annex B criteria.
- Embedded microcontroller with backlit Chinese-language LCD interface enables intuitive parameter setup, live height monitoring, and pass/fail validation of each test cycle.
- Onboard thermal printer provides immediate hard-copy output of individual trial heights, mean rebound height, coefficient of variation (CV), and final rebound percentage—all traceable with timestamp and operator ID fields.
- Rigid aluminum-alloy frame with anti-vibration base minimizes environmental interference, supporting long-term repeatability under laboratory or production-floor conditions.
Sample Compatibility & Compliance
The HMLQ-500 is validated for use with homogeneous, isotropic soft foam specimens meeting the dimensional requirement of 100 mm × 100 mm × 100 mm (±1 mm). It accommodates standard conditioning per ISO 293 and ASTM D3574: specimens must be equilibrated at 23 ± 2 °C and 50 ± 5 % RH for ≥16 hours prior to testing. The instrument supports full traceability to ISO/IEC 17025 requirements when used within an accredited lab environment. Its measurement algorithm aligns with statistical treatment guidelines in ISO 5725–2, reporting mean rebound ratio with associated standard deviation and confidence intervals. While not inherently 21 CFR Part 11 compliant, the system’s audit-ready print logs and manual calibration records support GLP/GMP documentation workflows when integrated into validated QC processes.
Software & Data Management
The HMLQ-500 operates via firmware-based embedded control—not PC-dependent software—ensuring deterministic response timing critical for high-speed impact capture. All operational parameters (drop height, number of repetitions, pass/fail thresholds) are stored in non-volatile memory with write-protection. Printed reports include unique test ID, date/time stamp, ambient temperature/humidity (if externally logged), and operator signature line. For enterprise integration, raw height data can be exported via RS-232 serial interface to LIMS or MES platforms using ASCII-delimited format (CSV-compatible). Calibration certificates—including steel ball mass verification (±0.1 g), height gauge traceability to NIM (National Institute of Metrology, China), and sensor linearity validation—are supplied with each unit and recommended annually per ISO/IEC 17025 Clause 6.5.
Applications
- Quality assurance of automotive seat cushions and headrest foams during incoming inspection and process validation.
- Batch-to-batch consistency evaluation in PU foam production lines, supporting SPC charting of rebound ratio trends.
- Material formulation R&D—comparing effect of catalyst concentration, blowing agent type, or filler addition on dynamic resilience.
- Regulatory submission support for medical devices requiring pressure redistribution performance (e.g., ISO 10993-10 biocompatibility adjunct testing).
- Third-party certification laboratories performing EN 14303, DIN 53572, or JIS K 6400-4 accredited testing.
FAQ
What standards does the HMLQ-500 comply with?
It fully implements GB/T 6670–2008, ISO 8307:2010, and ASTM D3574–2022 for resilient foam testing—including mechanical tolerances, specimen preparation, and data reporting requirements.
Can the instrument detect and reject invalid rebounds caused by wall contact?
Yes—integrated vibration sensing combined with optical path interruption logic identifies lateral collision events in real time and excludes affected trials from final averaging.
Is calibration traceable to national metrology institutes?
Each unit ships with factory calibration documentation traceable to China’s National Institute of Metrology (NIM); annual recalibration is recommended using certified height gauges and Class M1 steel spheres.
Does the system support automated data export to Excel or LIMS?
Raw height values and calculated rebound percentages are transmitted via RS-232 as ASCII text, enabling direct ingestion into spreadsheet or laboratory information management systems without proprietary drivers.
What maintenance is required for long-term accuracy?
Monthly visual inspection of guide rods and ball release mechanism, quarterly cleaning of optical sensors with lint-free isopropyl alcohol swabs, and annual full mechanical recalibration per manufacturer’s service manual.



