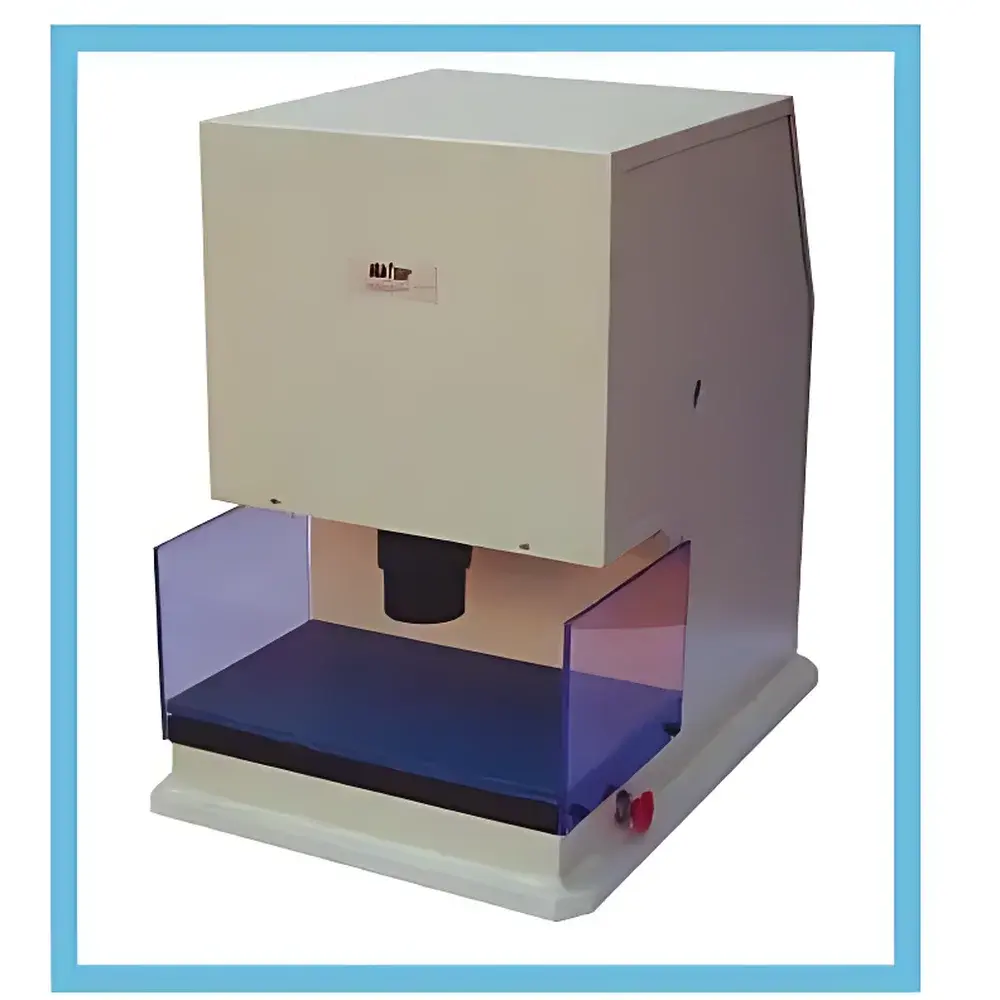

NOSELAB ATS PNEUMATIC DIE CUTTER Pellet Press
| Brand | NOSELAB ATS |
|---|---|
| Origin | Italy |
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported |
| Model | PNEUMATIC DIE CUTTER |
| Instrument Type | Semi-Automatic Pellet Press |
| Maximum Applied Force | 55 kN |
| Operating Pressure Range | 0–6 bar |
| Max. Sample Thickness | 16 mm |
| Max. Distance Between Die Holder and Worktable | 70 mm |
| Punch Stroke | 18 mm |
| Adjustable Ram Stroke | 30 mm |
| Platen Dimensions | 320 × 200 mm |
| Safety | Dual-Hand Operated Start + Polycarbonate Safety Guard |
| Die Features | Spring-Loaded Ejector Integrated |
| Compliance | ISO 178, ASTM D638, ISO 527, ISO 1856 |
Overview
The NOSELAB ATS PNEUMATIC DIE CUTTER Pellet Press is a precision-engineered semi-automatic sample preparation system designed for reproducible, high-integrity specimen fabrication in materials testing laboratories. Unlike manual or hydraulic alternatives, this instrument employs controlled pneumatic actuation—driven by an external compressed air source—to deliver consistent, repeatable cutting force across diverse polymeric and elastomeric substrates. Its operation conforms to the fundamental principles of mechanical die cutting under regulated pressure, ensuring minimal thermal degradation, edge deformation, or dimensional drift during specimen generation. The system is purpose-built for standardized test specimen production per major international materials characterization protocols, including tensile, flexural, impact, and hardness testing workflows. Its robust architecture supports routine use in QC labs, R&D facilities, and accredited testing centers operating under ISO/IEC 17025, GLP, or GMP-aligned quality systems.
Key Features
- Pneumatically actuated cutting mechanism delivering up to 55 kN nominal force, adjustable via inlet pressure regulation (0–6 bar) with calibrated analog pressure gauge for real-time monitoring.
- Dual-hand operated start interface with interlocked polycarbonate safety guard—compliant with EN ISO 13857 and EN 60204-1 for operator protection during active cycle.
- Adjustable ram stroke (up to 30 mm) and fixed punch stroke (18 mm), enabling precise control over cut depth and material compression during specimen formation.
- Large-format platen (320 × 200 mm) accommodates oversized dies and multi-position cutting layouts; maximum die holder–worktable clearance of 70 mm ensures compatibility with thick or stacked samples.
- Integrated spring-loaded ejector system within all standard dies—eliminates manual demolding, reduces operator variability, and preserves specimen geometry integrity.
- Modular die mounting platform compatible with ISO, ASTM, and DIN-compliant cutting tools—including circular, dog-bone, strip, and multi-hole configurations—with optional ejection-enhanced variants.
Sample Compatibility & Compliance
The PNEUMATIC DIE CUTTER is validated for processing non-brittle, ductile, and viscoelastic materials including thermoplastics (e.g., PP, PE, ABS), thermoset composites, elastomers (NR, SBR, TPU), synthetic leather, closed-cell foams (PU, PVC), paperboard, and nonwovens. It does not support brittle ceramics, carbon fiber pre-pregs, or highly filled compounds requiring shear-intensive machining. All die geometries adhere to dimensional tolerances specified in ISO 178 (flexural specimens), ASTM D638 (tensile bars), ISO 527 (plastics tensile testing), and ISO 1856 (foam compression specimens). Each die set includes traceable calibration documentation and is supplied in a certified hardwood storage case conforming to ISO/IEC 17025 documentation requirements for metrological traceability.
Software & Data Management
This semi-automatic press operates without embedded firmware or proprietary software—ensuring long-term maintainability and eliminating vendor lock-in. All operational parameters (inlet pressure, cycle count, maintenance intervals) are recorded manually or integrated into existing LIMS/QMS platforms via external logbooks or barcode-scanned die ID tracking. For laboratories subject to FDA 21 CFR Part 11 compliance, pressure gauge readings and cycle timestamps may be captured using validated electronic notebooks or audit-trail-enabled industrial PLCs interfaced via 4–20 mA analog output (optional add-on). Routine verification follows ASTM E74 procedures for force-measuring instrument calibration, with annual third-party certification recommended.
Applications
- Preparation of standardized tensile bars (Type I, IV, V per ASTM D638) from injection-molded plaques or extruded sheets.
- Production of flexural test specimens (ISO 178) for modulus and strength evaluation of polymer composites.
- Cutting of foam compression test discs (ISO 1856) with controlled thickness uniformity and edge squareness.
- Generation of impact test coupons (ISO 179, ASTM D256) from rubber and thermoplastic elastomer stock.
- High-volume specimen batching in contract testing labs requiring throughput consistency and cross-shift repeatability.
- Method development for novel polymer blends where traditional die-cutting introduces excessive shear heating or delamination.
FAQ
What compressed air supply specifications are required for stable operation?
A clean, dry, oil-free air source delivering ≥100 L/min at 6 bar is recommended. An inline filter-regulator-lubricator (FRL) unit must be installed upstream to prevent moisture ingress and particulate contamination.
Can the press accommodate custom die designs beyond standard ISO/ASTM profiles?
Yes—custom tooling can be fabricated upon provision of GD&T drawings and material certification; lead time typically ranges from 4–6 weeks.
Is periodic recalibration of the pressure gauge mandatory?
Per ISO 9001 and ISO/IEC 17025, analog pressure gauges shall be verified annually against a NIST-traceable reference standard; certificate of calibration is provided with each service.
Does the system meet CE Machinery Directive requirements?
Yes—the unit carries CE marking under 2006/42/EC and complies with essential health and safety requirements for mechanically actuated presses, including emergency stop functionality and guarded operating zone.
What maintenance schedule is recommended for daily laboratory use?
Daily visual inspection of seals and air lines; monthly lubrication of ram guide bushings with food-grade silicone grease; annual replacement of O-rings and pressure regulator diaphragm.



