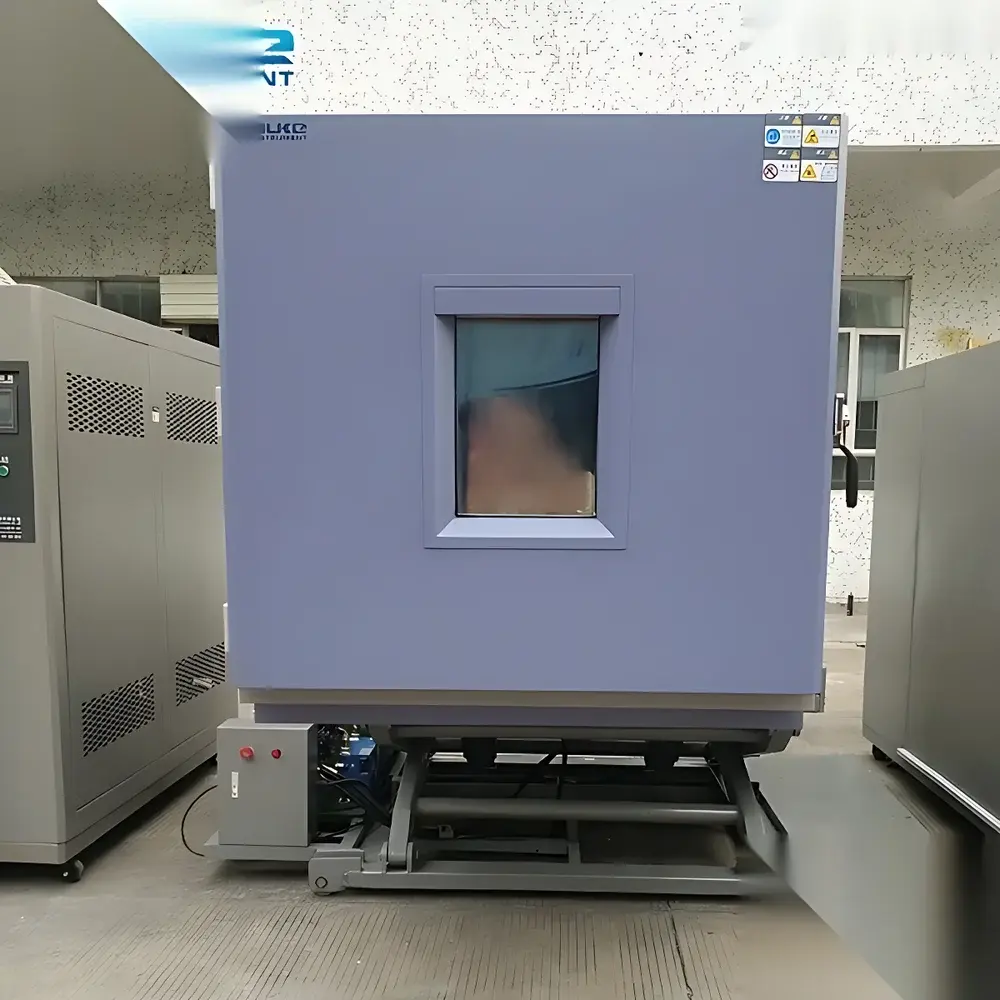

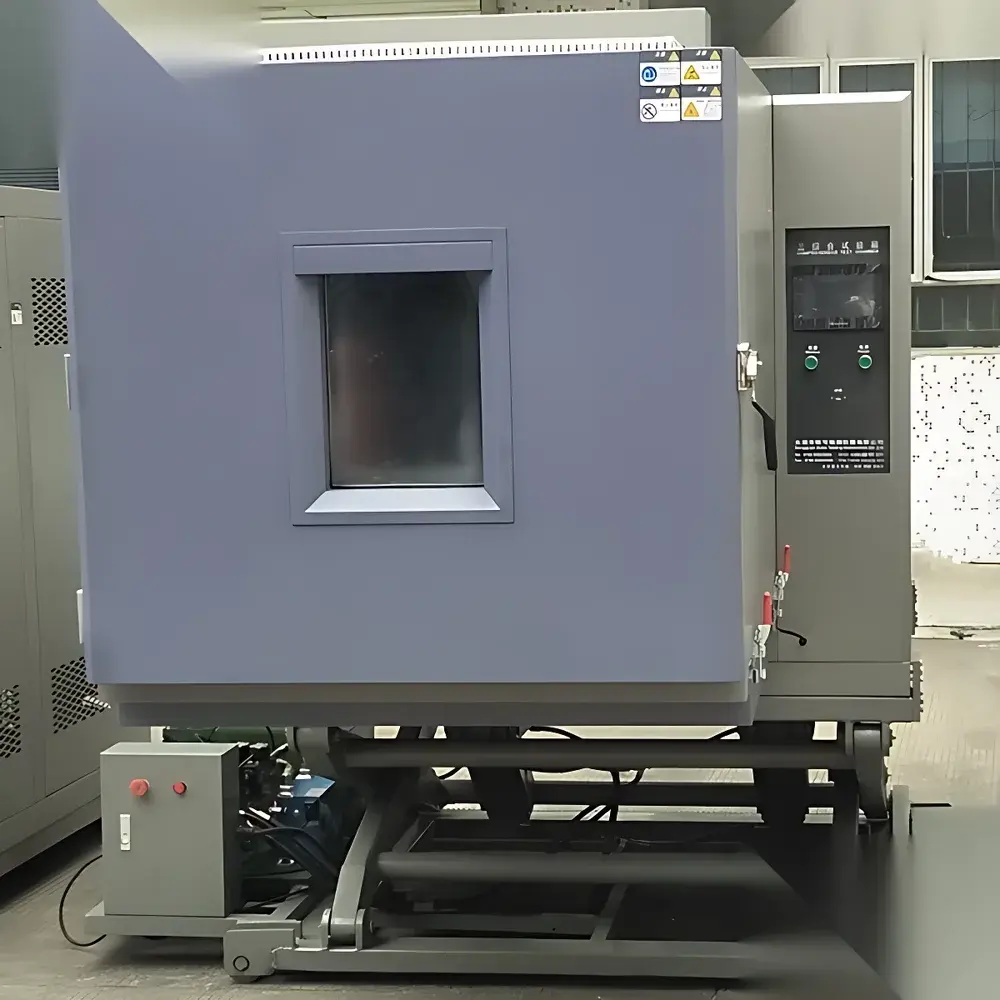
OEKO Engine Combined Temperature-Humidity-Vibration Test Chamber
| Brand | Other Brands |
|---|---|
| Origin | Imported |
| Manufacturer Type | General Distributor |
| Temperature Range | -20°C to 150°C / -40°C to 150°C / -60°C to 150°C |
| Temperature Uniformity | ≤ ±2°C |
| Temperature Fluctuation | ±0.5°C |
| Temperature Deviation | ≤ ±2°C |
| Ramp Rate | 0.7–1.0°C/min |
| Time Setting Range | 0–9999 hours |
| Construction | A3 steel outer shell with powder coating, SUS 304 stainless steel mirror-finish interior, ultra-fine glass wool insulation |
| Sealing | Dual-layer high-tensile heat-resistant gasket |
| Viewing Window | Multi-layer tempered glass with conductive film |
| Cable Port | Ø50 mm on left side |
| Air Circulation | Top-mounted centrifugal blower with bottom return air duct |
| Door Mechanism | Counterforce-free handle |
Overview
The OEKO Engine Combined Temperature-Humidity-Vibration Test Chamber is an integrated environmental simulation system engineered for rigorous reliability validation of internal combustion engines and associated powertrain components under synchronized thermal, hygrothermal, and mechanical stress conditions. Unlike sequential or single-stress test setups, this chamber implements true simultaneous multi-axis vibration excitation (typically via electrodynamic or servo-hydraulic shakers integrated at the base or support frame) while maintaining precise control over temperature (–60°C to +150°C) and relative humidity (10–95% RH, optional configuration). Its operational principle relies on closed-loop PID regulation of refrigeration, heating, humidification, and dehumidification subsystems—coordinated in real time with vibration controller feedback—to replicate field-relevant duty cycles such as cold-start thermal shock, under-hood thermal soak followed by road-induced resonance, or altitude-simulated low-pressure humidity cycling. Designed specifically for engine development labs, powertrain validation centers, and Tier-1 automotive suppliers, the system supports full-size inline-4 and V6 engine assemblies (up to 250 kg payload), accommodating both bare-block and instrumented sub-system configurations.
Key Features
- Triple-stress synchronization: Real-time concurrent control of temperature, humidity, and broadband vibration (5–2000 Hz typical range; amplitude up to ±25 mm pk-pk or 100 g rms depending on shaker integration)
- Thermal performance: Three selectable low-temperature limits (–20°C, –40°C, –60°C) with ≤ ±2°C uniformity across 1 m³ test volume and ±0.5°C short-term stability
- Robust structural architecture: Powder-coated A3 carbon steel outer enclosure with SUS 304 stainless steel mirror-finish interior lining; ultra-fine glass wool insulation (≥80 mm thickness) ensures thermal efficiency and condensation resistance
- Hermetic integrity: Dual-layer high-tensile silicone rubber gaskets at door interface, validated per ISO 16750-4 for automotive environmental testing seal reliability
- Human-centric access design: Counterforce-free ergonomic door handle, multi-layer heated conductive-glass observation window (prevents fogging during humidity transitions), and standardized Ø50 mm cable port with IP65-rated gland fitting
- Air management: Axial centrifugal blower mounted at top plenum with laminar downflow and bottom return ducting—ensuring uniform airflow distribution and minimizing thermal stratification
Sample Compatibility & Compliance
The chamber accommodates full-scale engine assemblies—including cylinder blocks, intake manifolds, ECU housings, turbochargers, and exhaust gas recirculation (EGR) valves—with maximum dimensions of 1200 × 900 × 900 mm (W × D × H) and static load capacity up to 300 kg. Mounting interfaces comply with DIN 45673-2 and ASTM D4728 vibration fixture standards. System-level compliance includes ISO 16750-4 (road vehicles — environmental conditions and testing for electrical and electronic equipment), IEC 60068-2 series (environmental testing procedures), and MIL-STD-810H Method 514.7 (vibration) and Method 502.7 (temperature/humidity). Optional calibration traceability to NIST or DAkkS-accredited laboratories is available for GLP/GMP-regulated validation protocols.
Software & Data Management
Control and monitoring are executed via a Windows-based industrial HMI with deterministic real-time OS extension. The embedded software platform supports programmable test profiles (e.g., MIL-STD-810H Tailored Profiles), automated data logging at user-defined intervals (down to 100 ms resolution), and synchronized acquisition from external vibration analyzers, thermocouple arrays, and pressure transducers via IEEE 1588 PTP or EtherCAT interfaces. Audit trails, electronic signatures, and role-based access control meet FDA 21 CFR Part 11 requirements. Export formats include CSV, MATLAB .mat, and ASAM MDF4 for post-test spectral analysis (FFT, PSD, kurtosis, fatigue damage spectrum).
Applications
- Engine durability validation under combined thermal cycling and road-simulated vibration spectra
- Thermal management system (coolant pump, thermostat, radiator) functional testing across ambient extremes
- Material compatibility assessment of gaskets, seals, and wiring harnesses under hygrothermal-mechanical aging
- ECU and sensor housing ingress protection (IP) verification per ISO 20653 during humidity-vibration exposure
- Pre-certification testing for UNECE R10 (electromagnetic compatibility) and R100 (electric powertrain safety) where thermal preconditioning precedes EMC stress
- Development of predictive maintenance algorithms using accelerated life test data correlated to field failure modes
FAQ
Does the system support fully automated test sequences with conditional branching (e.g., pause on temperature deviation)?
Yes—the controller firmware supports IF/THEN logic, alarm-triggered hold/resume, and dynamic profile modification via Modbus TCP or OPC UA.
Can the vibration shaker be upgraded post-installation to higher force capacity?
Yes—mechanical mounting interfaces and power/data conduits are pre-engineered for retrofitting shakers up to 100 kN peak force, subject to structural reinforcement assessment.
Is remote monitoring possible via secure enterprise networks?
Yes—TLS 1.2-encrypted web HMI access, SNMP v3 status polling, and MQTT telemetry publishing are standard features.
What calibration documentation is provided upon delivery?
A factory calibration certificate (traceable to national metrology institutes), temperature/humidity/vibration channel verification reports, and uncertainty budgets per ISO/IEC 17025 are included.
Are custom test volume configurations available?
Yes—custom inner dimensions, extended low-temperature capability (–70°C), and explosion-proof variants (ATEX/IECEx) are offered under OEM engineering engagement.



