Olympus Custom-Focused Ultrasonic Testing Line for Variable-Thickness Components
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Supplier Type | Authorized Distributor |
| Origin Category | Domestic (China) |
| Model | N/A |
| Pricing | Available Upon Request |
| Application Domain | Industrial NDT for Complex Geometries |
Overview
The Olympus Custom-Focused Ultrasonic Testing Line for Variable-Thickness Components is a purpose-engineered automated ultrasonic inspection system designed to address the persistent metrological challenges associated with geometrically complex components—particularly those featuring variable wall thicknesses and tight-radius transition zones (R-angles). Unlike conventional phased array ultrasonic testing (PAUT) systems that rely on sectorial or linear scans with fixed focal laws, this line implements a true full-matrix capture (FMC) architecture combined with post-processing synthetic aperture focusing technique (SAFT) and proprietary trapezoidal matrix optimization algorithms. The system acquires raw A-scan data from all transducer element combinations in an FMC dataset, then applies time-of-flight compensated reconstruction to generate high-fidelity, depth-corrected C-scan and B-scan images across non-uniform cross-sections. Its core measurement principle is pulse-echo ultrasonic wave propagation in solid media, with velocity calibration performed using reference standards traceable to NIST-traceable material properties databases.
Key Features
- Multi-probe collaborative full-focus acquisition: Synchronized operation of multiple independent ultrasonic probes enables comprehensive coverage of variable-thickness geometries without mechanical repositioning gaps.
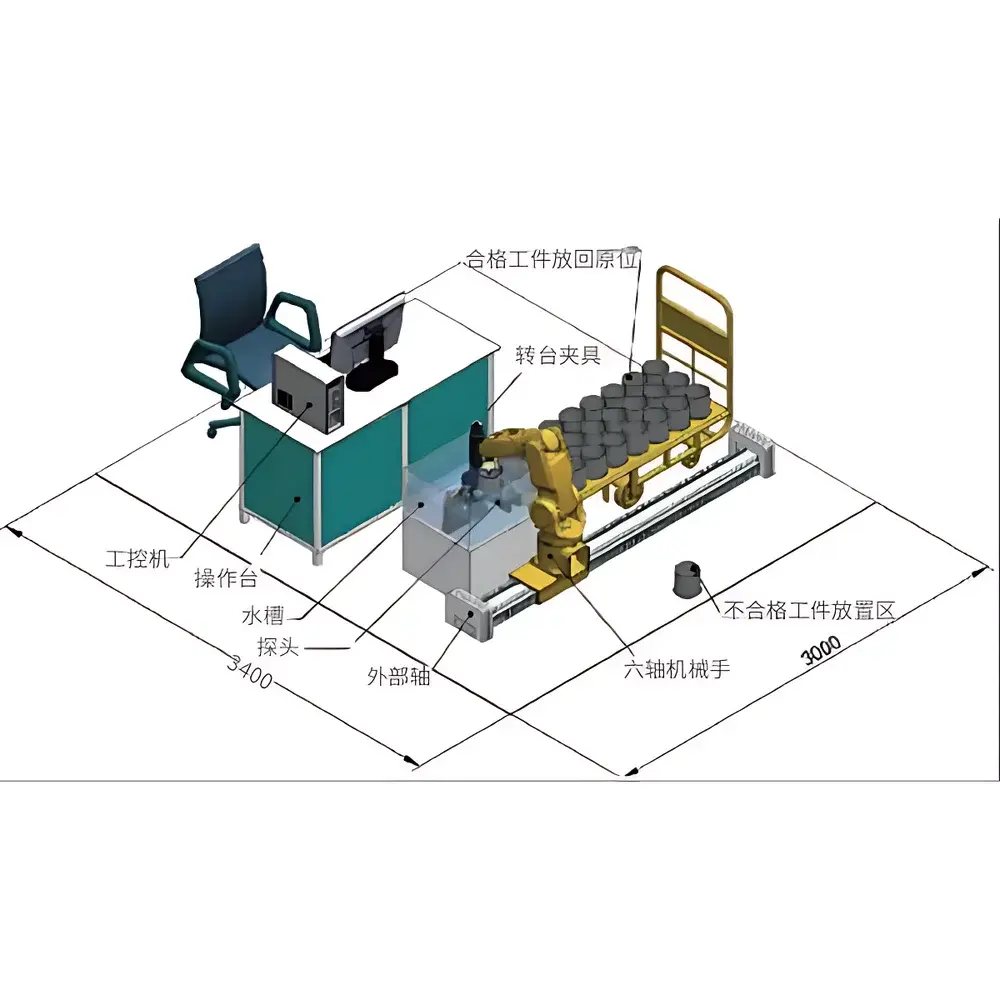
- Robust robotic integration: Compatible with six-axis industrial manipulators and external linear or rotary motion axes (e.g., gantry systems or turntables), supporting fully programmable scanning trajectories aligned to CAD-defined part contours.
- One-transmit-multiple-receive (OTMR) acquisition mode: Maximizes signal-to-noise ratio and spatial sampling density by activating a single element while receiving echoes across the entire array—critical for resolving small reflectors in R-angle regions.
- Real-time imaging engine: Embedded trapezoidal matrix optimization algorithm enables near-instantaneous SAFT reconstruction during data acquisition, reducing total inspection cycle time by up to 40% compared to conventional offline processing workflows.
- Adaptive wedge coupling management: Integrated pressure-sensing and acoustic impedance compensation modules ensure consistent coupling performance across curvature transitions and wall-thickness gradients.
Sample Compatibility & Compliance
This system is validated for inspecting metallic and composite structural components with wall thickness variations ranging from 3 mm to 50 mm and R-angles as tight as 2.5 mm radius. It supports ASTM E2700–22 (Standard Practice for Characterization of Ultrasonic Phased Array Systems), ISO 16810:2014 (Non-destructive testing — General principles for ultrasonic testing), and EN 1330-4:2020 (Non-destructive testing — Terminology — Part 4: Terms used in ultrasonic testing). All inspection procedures are configurable to meet ASME BPVC Section V, Article 4 requirements for automated ultrasonic testing (AUT) of welds and base metal. Audit trails, user access logs, and electronic signature support comply with FDA 21 CFR Part 11 when deployed in regulated manufacturing environments under GLP/GMP frameworks.
Software & Data Management
The system operates on Olympus’ NDT Workbench v5.x platform, which provides native support for DICOM-RT export, HDF5-based raw data archiving, and XML-formatted inspection reports compliant with ISO/IEC 17025 documentation requirements. Data integrity is ensured via SHA-256 checksum validation at acquisition, storage, and export stages. The software includes built-in tools for reference standard calibration (e.g., IIW block, notched shims), sensitivity verification per ASTM E317, and automatic defect sizing per ISO 11484. All processing parameters—including focal law definitions, gate settings, and threshold logic—are version-controlled and exportable as reusable inspection templates.
Applications
- Aerospace turbine disk hubs with radial thickness gradients and fillet transitions
- Automotive powertrain components including differential housings and transmission cases with integrated bearing seats
- Energy sector forged valve bodies exhibiting asymmetric wall profiles and critical R-angle junctions
- Railway axle shoulders and wheel seat transitions requiring volumetric assessment of subsurface discontinuities
- Medical device implant housings fabricated from Ti-6Al-4V with precision-machined load-bearing radii
FAQ
Does this system require custom probe wedges for each R-angle geometry?
No—modular wedge interface design allows rapid interchange of contoured delay lines calibrated for specific radius ranges (2–5 mm, 5–15 mm, >15 mm), eliminating need for bespoke tooling per part family.
Can the trapezoidal matrix algorithm be disabled for conventional PAUT analysis?
Yes—the software supports dual-mode operation: real-time SAFT reconstruction and legacy PAUT beamforming within the same inspection sequence.
Is raw FMC data export supported for third-party algorithm development?
Yes—full FMC datasets are stored in open-format HDF5 containers with metadata compliant with the OpenNDT initiative specifications.
What level of operator certification is required to deploy this system?
Personnel must hold Level II certification per ISO 9712 in Ultrasonic Testing (UT), with additional training provided on robotic path programming and SAFT parameter optimization.
How is system performance verified between inspections?
Built-in self-test routines execute daily validation using embedded reference reflectors; quarterly verification follows ASTM E127 protocol with calibrated reference blocks.



