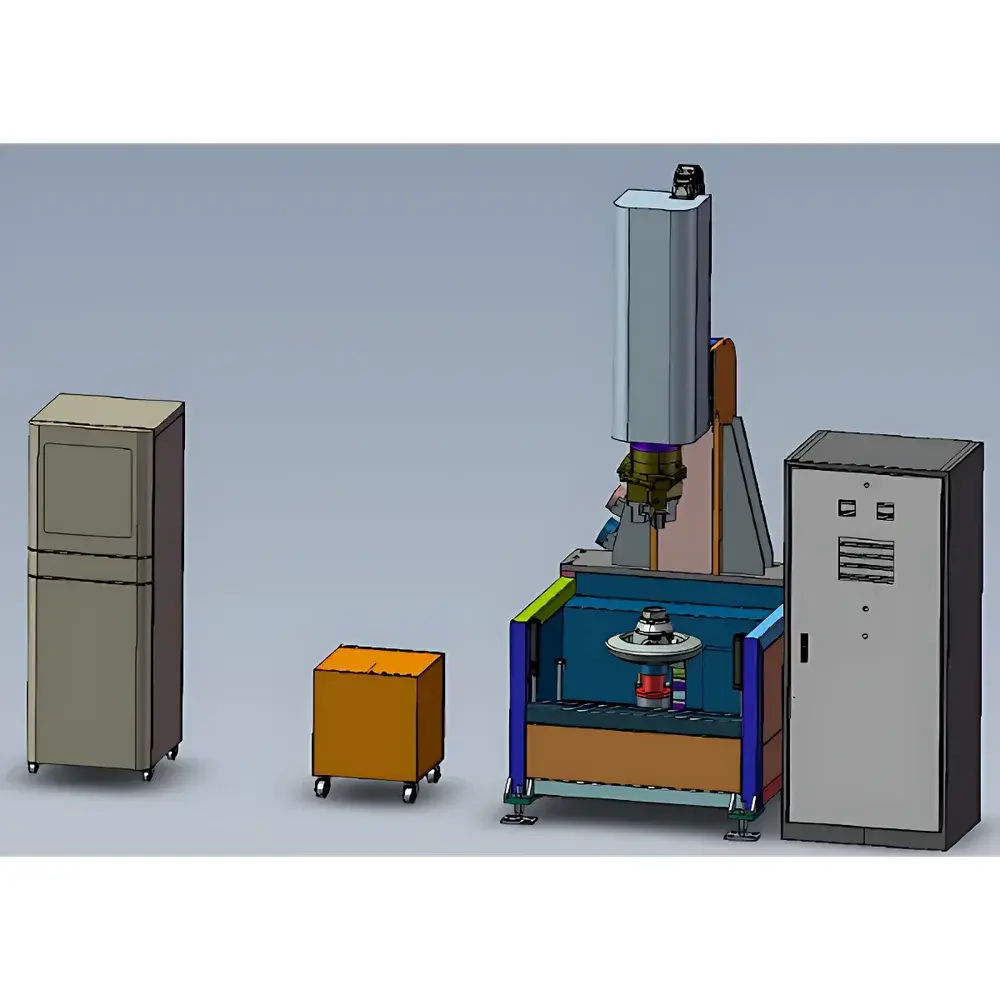
Olympus Ultrasonic Testing System for Automotive Differential Assemblies
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Model | Custom-Configured UT System for Differentials |
| Pricing | Available Upon Request |
| Application Domain | Automotive Powertrain Quality Assurance |
Overview
The Olympus Ultrasonic Testing System for Automotive Differential Assemblies is a dedicated non-destructive evaluation (NDE) platform engineered for high-reliability inspection of forged, cast, and machined differential carriers, ring gears, pinion housings, and related powertrain components. Leveraging pulse-echo and through-transmission ultrasonic techniques with phased array (PAUT) and time-of-flight diffraction (TOFD) capabilities, the system delivers consistent volumetric assessment of internal discontinuities—including shrinkage cavities, porosity clusters, inclusions, and forging laps—within complex geometries typical of automotive differentials with outer diameters ranging from 100 mm to 600 mm. The system operates under controlled immersion or semi-automated contact scanning configurations, ensuring repeatable coupling and signal fidelity across production lot inspections.
Key Features
- High-sensitivity detection capability with 0.5 mm flat-bottom hole (FBH) equivalent resolution at full depth of penetration, validated per ASTM E127 and ISO 16810 standards
- Depth-of-indication accuracy ≤ ±0.5 mm across the full inspection range (up to 300 mm material thickness), traceable to NIST-traceable calibration blocks
- Integrated automated defect recognition (ADR) engine utilizing amplitude-thresholding, spatial clustering, and echo morphology analysis to classify indications as relevant or non-relevant per ISO 10893-4
- Real-time depth calculation and geometric reconstruction of subsurface features using calibrated time-of-flight data and material velocity input (e.g., 5,920 m/s for normalized steel)
- Programmable robotic handling interface supporting servo-driven part indexing, dual-axis manipulator positioning, and synchronized transducer alignment for multi-angle sectorial scans
- Compliance-ready architecture with audit trail logging, user access levels (admin/operator/auditor), and electronic signature support aligned with FDA 21 CFR Part 11 and ISO 9001:2015 quality management requirements
Sample Compatibility & Compliance
The system accommodates differential assemblies fabricated from low-alloy steels (e.g., SAE 8620, 4340), ductile iron (ASTM A536), and aluminum alloys (A380, A390), with surface finish tolerances up to Ra 6.3 µm. It supports both raw forgings and finished-machined housings—with or without gear teeth—via customizable fixture tooling and adaptive scan path generation. All inspection procedures are developed in accordance with ISO 23278 (Ultrasonic testing of automotive transmission components) and referenced against OEM-specific specifications including GMW14872, Ford WSS-M2C174-A2, and VW TL 214. Calibration verification is performed daily using reference standards per EN 12668-1 and ASME BPVC Section V, Article 4.
Software & Data Management
Controlled by Olympus NDT’s EPOCH 650-based acquisition software with extended differential module licensing, the system provides synchronized A-scan, B-scan, C-scan, and S-scan visualization. Inspection data—including raw RF waveforms, encoded position metadata, gain settings, and material parameters—is stored in vendor-neutral .udf (Ultrasonic Data Format) files compliant with ASTM E2700. Reporting is fully configurable via XML-based templates: users define pass/fail criteria, annotation fields, statistical summaries (e.g., defect count per zone), and digital signatures. Export options include PDF/A-2b (archival), CSV (for SPC integration), and direct upload to enterprise MES/QMS platforms via RESTful API or OPC UA connectivity.
Applications
- In-process verification of differential carrier integrity after heat treatment and prior to gear cutting
- Final release inspection of assembled differentials for Tier-1 suppliers supplying OEMs in North America, Europe, and Asia-Pacific
- Root cause analysis of field returns involving premature bearing failure or gear mesh noise attributed to subsurface casting flaws
- Process validation support for new forging die qualification and billet supplier changeovers
- Periodic in-service inspection of test fleet differentials under accelerated durability programs
FAQ
What ultrasonic methods does this system support?
It supports pulse-echo, pitch-catch, TOFD, and linear/sectorial phased array scanning—configurable per inspection procedure.
Can the system integrate with existing factory automation?
Yes—via Ethernet/IP, PROFINET, or Modbus TCP interfaces; robotic cell synchronization and PLC handshake signals are supported.
Is operator certification required to run inspections?
Personnel must hold Level II certification per ISO 9712 or ASNT SNT-TC-1A for ultrasonic testing of metallic components.
How is measurement traceability maintained?
All calibrations use certified reference blocks (e.g., IIW Type I, DAC blocks per ASTM E164); system performance verification logs are retained for ≥10 years.
Does the system support multi-frequency inspection?
Yes—transducers from 2 MHz to 10 MHz are supported, with automatic frequency selection based on material thickness and required resolution.



