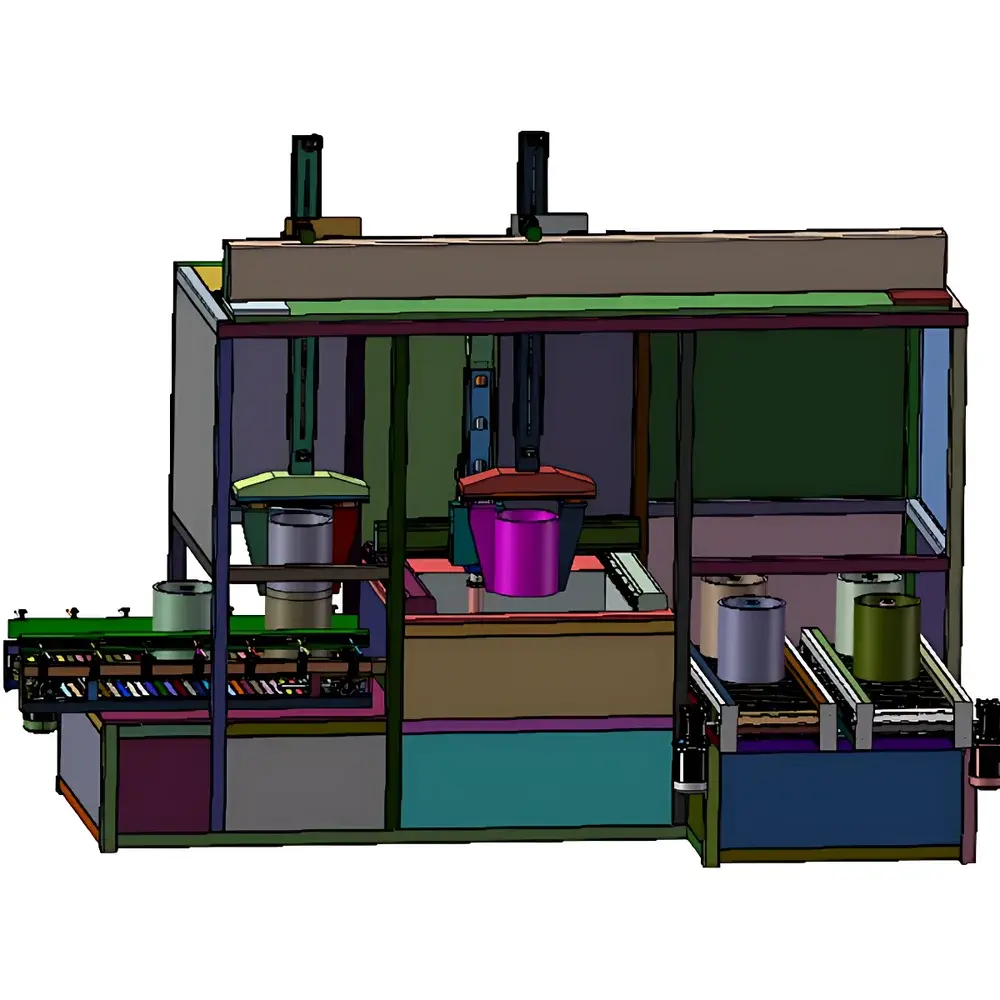
Olympus Ultrasonic Testing System for Railway Bearing Rings
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Product Origin | Domestic (China) |
| Model | Custom-Configured UT System for Small-Diameter Railway Bearing Rings |
| Pricing | Available Upon Request |
| Application Domain | Rail Transportation Component Inspection |
Overview
This Olympus-engineered ultrasonic testing (UT) system is specifically configured for automated non-destructive evaluation of small-diameter railway bearing rings—critical rotating components subject to high cyclic loads, fatigue stress, and stringent safety requirements in rail infrastructure. The system operates on pulse-echo and through-transmission ultrasonic principles, utilizing high-frequency broadband transducers (typically 5–10 MHz) coupled with water immersion or bubbler-based coupling to ensure consistent acoustic transmission across curved, hardened steel geometries. Designed for integration into rail component manufacturing and overhaul facilities, it delivers deterministic flaw detection—including subsurface micro-cracks, inclusions, and forging discontinuities—while maintaining full traceability and compliance with EN 1369, EN 15308, and ISO 10893-4 for magnetic particle and ultrasonic inspection of railway axle and bearing components.
Key Features
- Fully automated handling system with servo-driven rotary indexing and pneumatic part clamping—enabling unattended inspection of bearing rings with outer diameters ranging from 80 mm to 250 mm and wall thicknesses up to 45 mm.
- Integrated water circulation loop with real-time level monitoring, temperature stabilization (±0.5°C), and particulate filtration (≤5 µm)—ensuring stable acoustic coupling and eliminating manual intervention during extended production runs.
- Rigid gantry architecture with granite base and linear motion stages engineered for sub-10 µm positional repeatability—minimizing mechanical drift and enabling high-resolution C-scan mapping over full 360° circumferential coverage.
- Dual-channel pulser-receiver module supporting both longitudinal and shear-wave modes, with adjustable pulse voltage (100–400 V), damping selection, and digital filtering optimized for low-noise detection in martensitic bearing steel (AISI 52100 / 100Cr6).
- Real-time A-scan gating and dynamic DAC (Distance-Amplitude Correction) curve application—automatically compensating for curvature-induced attenuation and enabling reliable sizing of indications ≥0.3 mm equivalent flat-bottom hole (FBH) sensitivity.
Sample Compatibility & Compliance
The system accommodates standard railway bearing ring configurations—including inner rings, outer rings, and tapered roller bearing races—with material hardness ranging from 58 to 64 HRC. Fixturing is modular and configurable for ISO 15243-defined geometry tolerances. All inspection procedures are documented per EN ISO 9712 Level 2 certification requirements for UT personnel, and the system supports generation of audit-ready reports compliant with EN 10228-3 and UIC 812-2 standards for rail component acceptance. Data integrity adheres to ALCOA+ principles (Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, Available), with optional 21 CFR Part 11-compliant electronic signatures and audit trail functionality via Olympus NDT Studio software.
Software & Data Management
Olympus NDT Studio v4.x serves as the unified control, analysis, and reporting platform. It provides synchronized multi-channel acquisition, real-time C-scan stitching, and automated defect classification using rule-based logic (e.g., amplitude + depth + spatial clustering). All raw RF data is stored in ASTM E1316-compliant .utd format, ensuring long-term archival and third-party interoperability. Report templates follow UIC 518 and EN 15663 structural integrity documentation frameworks, exporting PDF and XML outputs with embedded metadata (operator ID, calibration timestamp, equipment ID, environmental conditions). Optional cloud synchronization enables centralized fleet-wide quality analytics across multiple rail maintenance depots.
Applications
- Incoming inspection of forged bearing rings prior to heat treatment and grinding.
- Final QA verification post-machining and surface finishing—detecting grinding burns, white layer formation, and subsurface microcracking.
- Periodic in-service inspection of overhauled bearing assemblies in depot-level rail maintenance workshops.
- Root cause analysis support for field failures—correlating UT indication patterns with fatigue fracture surfaces observed under SEM.
- Process validation for new bearing steel grades or alternative hardening cycles (e.g., induction vs. carburizing).
FAQ
What ultrasonic standards does this system support for railway bearing inspection?
It conforms to EN 15308 for ultrasonic testing of railway axles and associated components, EN 1369 for magnetic particle and ultrasonic inspection of castings, and ISO 10893-4 for non-destructive testing of steel products—specifically addressing bearing ring geometry and material response.
Can the system be integrated into an existing MES or SAP QM environment?
Yes—via OPC UA or RESTful API interfaces, enabling bidirectional transfer of inspection parameters, pass/fail status, and defect coordinates directly into enterprise quality management modules.
Is water immersion mandatory, or can it operate in contact mode?
The system is optimized for water-coupled immersion scanning to ensure uniform energy transmission across complex curved surfaces; contact mode is not supported due to insufficient coupling stability and resolution limitations for critical flaw sizing.
What calibration artifacts are required for daily verification?
A certified reference block per EN 12668-1 (e.g., IIW Type 1 or V1) plus a bearing-specific calibration ring with EDM-notched flaws at depths of 1.0 mm, 2.5 mm, and 5.0 mm beneath the surface is required for daily performance verification.
Does the system support phased array (PAUT) or only conventional UT?
This configuration utilizes conventional pulse-echo UT with dual-element transducers; PAUT capability is available as an upgrade path but requires hardware modification and additional beamforming electronics.



