RLP40 In-Machine Touch Probe System by Renishaw
| Brand | Renishaw |
|---|---|
| Origin | United Kingdom |
| Model | RLP40 |
| Transmission | 2.4 GHz FHSS (Frequency-Hopping Spread Spectrum) |
| Receiver Compatibility | Renishaw RMI Series |
| Communication Range | Up to 15 m in typical machine tool environments |
| Environmental Rating | IP67 (probe body), IP54 (stylus assembly) |
| Operating Temperature | 0 °C to 40 °C |
| Battery Life | ≥12 months (typical usage, CR2032 coin cell) |
Overview
The RLP40 In-Machine Touch Probe System is a compact, high-reliability wireless metrology solution engineered by Renishaw for precision on-machine measurement in CNC lathes and multi-axis turning centers. Designed specifically for space-constrained turning applications—including Swiss-type machines, bar feeders, and high-speed turret configurations—the RLP40 employs Frequency-Hopping Spread Spectrum (FHSS) radio communication at 2.4 GHz to maintain uninterrupted bidirectional data exchange between probe and receiver—even when line-of-sight is obstructed by machine guards, coolant mist, or rotating components. Unlike infrared or fixed-frequency RF systems, the FHSS architecture dynamically shifts across 79 channels within the ISM band, delivering robust immunity to electromagnetic interference from spindle drives, servo amplifiers, and high-frequency switching power supplies commonly found in modern machine tools. Its measurement principle relies on mechanical contact actuation: upon stylus deflection, internal micro-switches trigger a calibrated signal pulse, which is timestamped and transmitted wirelessly to the RMI receiver for real-time integration with the CNC controller’s probing cycle logic.
Key Features
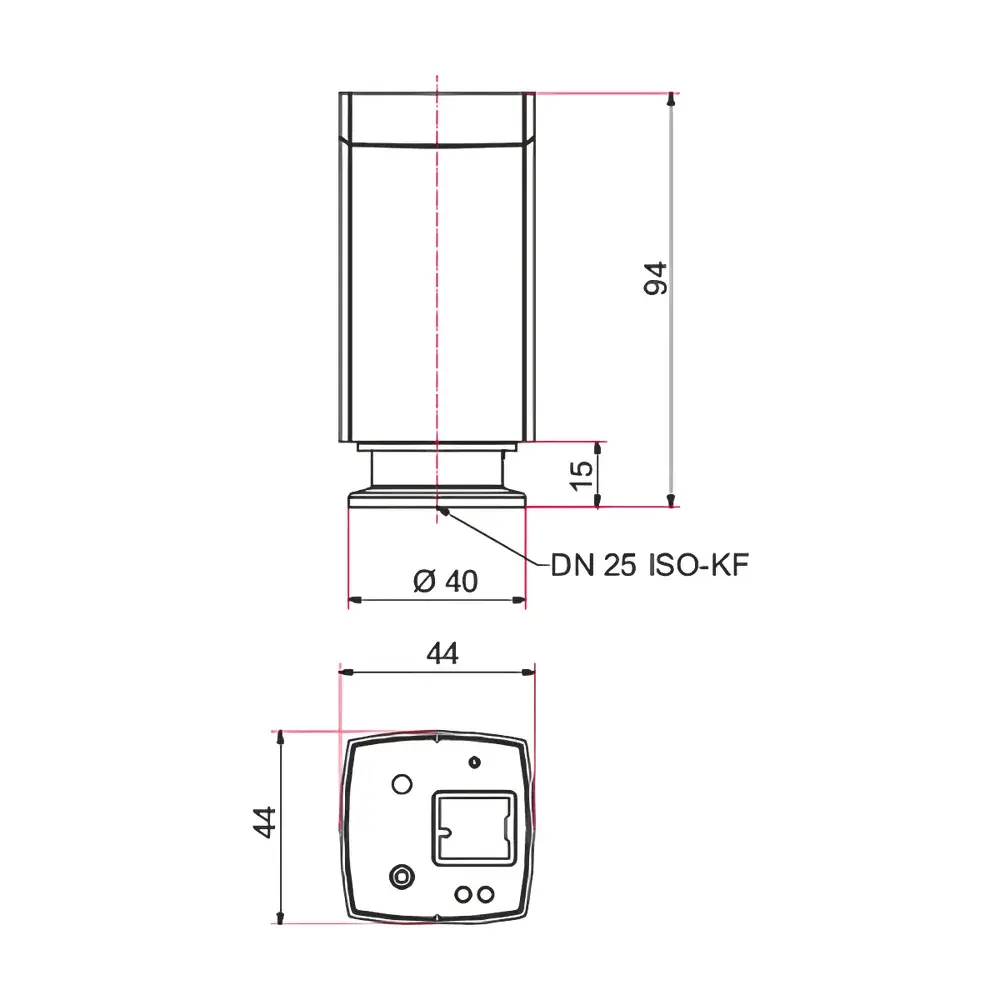
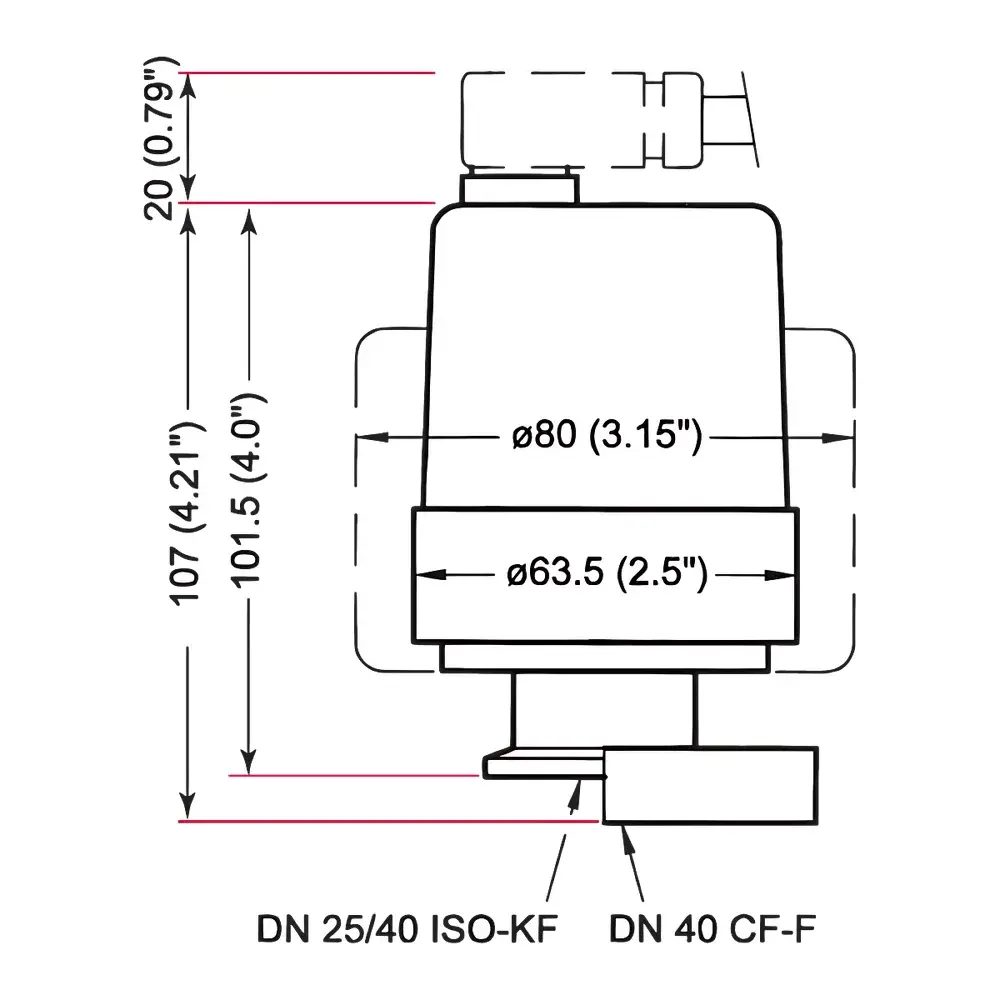
- Ultra-compact form factor (Ø28 mm × 55 mm) optimized for installation in tight turret pockets and sub-spindle zones without compromising tool clearance.
- FHSS radio protocol ensures >99.9% packet success rate under industrial EMI conditions—validated per IEC 61000-4-3 radiated immunity testing.
- IP67-rated probe body with stainless steel housing and ceramic stylus support for resistance to cutting fluids, swarf ingress, and thermal shock.
- Low-power CR2032 battery enables ≥12 months of continuous operation with typical probing frequency (≤200 triggers/hour), minimizing maintenance downtime.
- Factory-calibrated trigger force (±0.1 N repeatability) and integrated temperature compensation ensure dimensional stability across ambient fluctuations (0–40 °C).
- Seamless compatibility with Renishaw’s RMI-Q and RMI-S receivers, supporting both serial (RS-232) and Ethernet (TCP/IP) interfaces for direct integration into Fanuc, Siemens, Heidenhain, and Mitsubishi CNC platforms.
Sample Compatibility & Compliance
The RLP40 is designed for metallic workpieces ranging from Ø0.5 mm micro-components to Ø300 mm turned parts, accommodating standard tungsten carbide, ruby, or ceramic styli (M2.5 thread). It supports ISO 230-6 contouring accuracy verification protocols and is routinely deployed in aerospace (AS9100), automotive (IATF 16949), and medical device (ISO 13485) manufacturing environments where in-process verification must comply with GD&T requirements per ASME Y14.5 and ISO 1101. The system meets CE marking directives (EMC Directive 2014/30/EU, RoHS 2011/65/EU) and conforms to FCC Part 15 Subpart C for intentional radiators operating in the 2.4 GHz ISM band.
Software & Data Management
Probe configuration, calibration, and diagnostic logging are managed via Renishaw’s Inspection Plus software suite (v5.0+), which supports offline program simulation, G-code macro generation, and statistical process control (SPC) data export (CSV, XML). All probing events—including trigger timestamps, stylus deviation vectors, and environmental sensor readings—are logged with full audit trail capability compliant with FDA 21 CFR Part 11 requirements when deployed in regulated production settings. Data synchronization with MES platforms (e.g., Siemens Opcenter, Rockwell FactoryTalk) is enabled through OPC UA connectivity, facilitating closed-loop feedback for adaptive machining and automated SPC reporting.
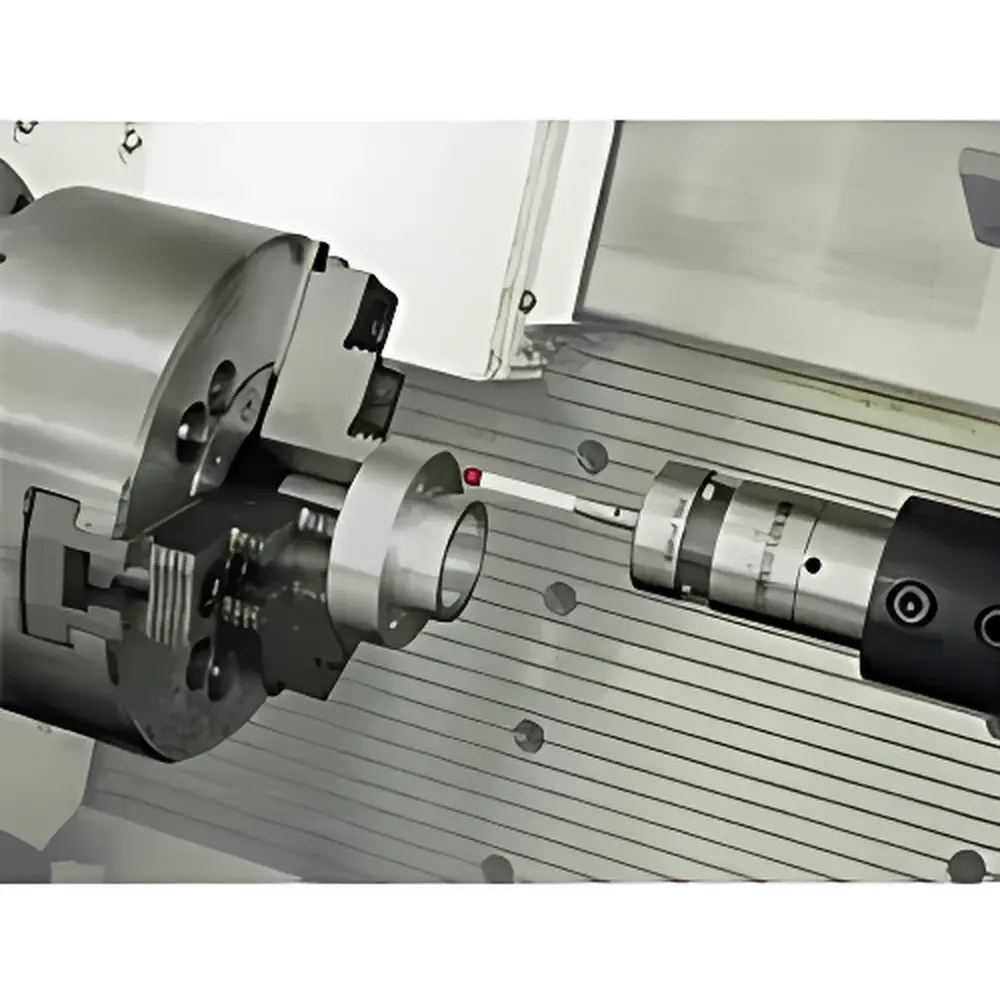
Applications
- Automated part setup verification (zero-point offset, chuck parallelism, tailstock alignment)
- In-cycle feature inspection: diameter, length, concentricity, face-to-face distance, groove position, and taper angle
- Tool wear monitoring via reference part re-measurement at scheduled intervals
- Statistical process control (SPC) sampling during high-mix, low-volume production runs
- First-article inspection documentation aligned with AS9102 or PPAP requirements
- Thermal drift compensation using periodic datum checks on master artifacts mounted in the chuck
FAQ
What is the maximum recommended operating distance between the RLP40 probe and RMI receiver?
Typical reliable operation extends to 15 meters in unobstructed factory environments; however, performance remains stable in metal-enclosed machine enclosures due to FHSS multipath resilience.
Can the RLP40 be used in wet or high-coolant environments?
Yes—the probe body carries an IP67 ingress protection rating, and the stylus assembly is rated IP54; it is qualified for continuous exposure to water-based and oil-based coolants per ISO 14644-1 Class 8 cleanroom-compatible practices.
Does the RLP40 require recalibration after battery replacement?
No—trigger force and geometric calibration are retained in non-volatile memory; only a functional verification test per ISO 10360-5 is recommended post-battery change.
Is the RLP40 compatible with legacy CNC controls lacking native probing cycles?
Yes—Renishaw provides custom macro libraries and PLC interface documentation for retrofit integration into older Fanuc 0i-Mate, Siemens SINUMERIK 802D, and Mitsubishi M700V platforms.
How does the RLP40 handle electromagnetic noise from VFD-driven spindles?
FHSS transmission mitigates narrowband interference by hopping across 79 channels at 1600 hops/second; empirical testing shows no packet loss at 30 V/m field strength (IEC 61000-4-3 Level 3).