Rtec TTQ-1000 Tapping Torque Tester for Metalworking Fluid Characterization
| Brand | Rtec |
|---|---|
| Origin | Switzerland |
| Model | TTQ-1000 |
| Application | Tribological Evaluation of Cutting, Threading & Drilling Lubricants |
| Measurement Principle | In-situ Rotational Torque + Acoustic Emission + Electrical Contact Resistance + Environmental Temperature Monitoring |
| Sample Types | Aluminum, Steel, and Other Machinable Metals |
| Test Modes | Automated Multi-position Tapping, Drilling, and Milling Simulation |
| Compliance Context | Supports ASTM D3702, ISO 20623, and GLP-aligned data integrity requirements |
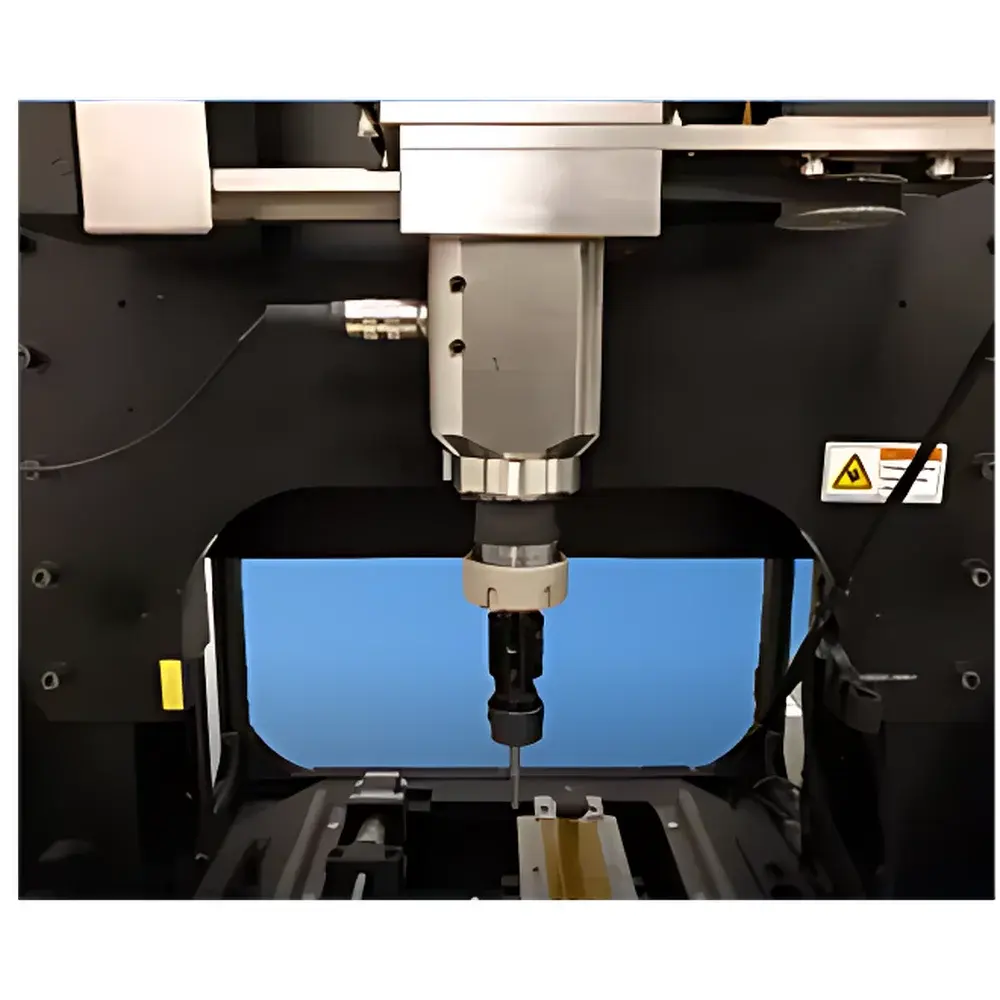
Overview
The Rtec TTQ-1000 Tapping Torque Tester is an engineered tribological platform designed specifically for the quantitative and qualitative evaluation of metalworking fluids (MWFs) under realistic machining conditions. Unlike conventional pin-on-disk or block-on-ring friction testers—which isolate single variables—the TTQ-1000 replicates dynamic, multi-parameter mechanical engagement encountered during threading, drilling, and milling operations. Its core measurement principle integrates real-time in-line torque sensing (±0.01 N·m resolution), synchronized acoustic emission detection (20–200 kHz bandwidth), electrical contact resistance (ECR) monitoring, and ambient temperature tracking. This multimodal acquisition enables simultaneous correlation of lubricant film breakdown, tool–workpiece interaction onset, and thermal dissipation behavior—critical parameters that govern tool wear, surface finish, and process stability in industrial metal removal.
Key Features
- High-torque, brushless synchronous motor (rated up to 5 N·m continuous) with closed-loop speed control (10–3000 rpm range)
- Automated XYZ precision stage (±1 µm repeatability) enabling unattended multi-location testing across standardized workpieces
- Modular test head supporting interchangeable tapping, drilling, and milling fixtures—including M3–M12 metric tap compatibility
- Dual-sensor fusion: coaxial torque transducer + piezoelectric acoustic sensor mounted directly on the spindle housing
- Integrated ECR circuitry for detecting transient loss of lubricating film integrity during thread formation
- Onboard environmental monitoring (PT100 sensor, ±0.2 °C accuracy) with timestamp-synchronized data logging
- GLP-compliant software architecture supporting 21 CFR Part 11 audit trails, user access levels, and electronic signature capability
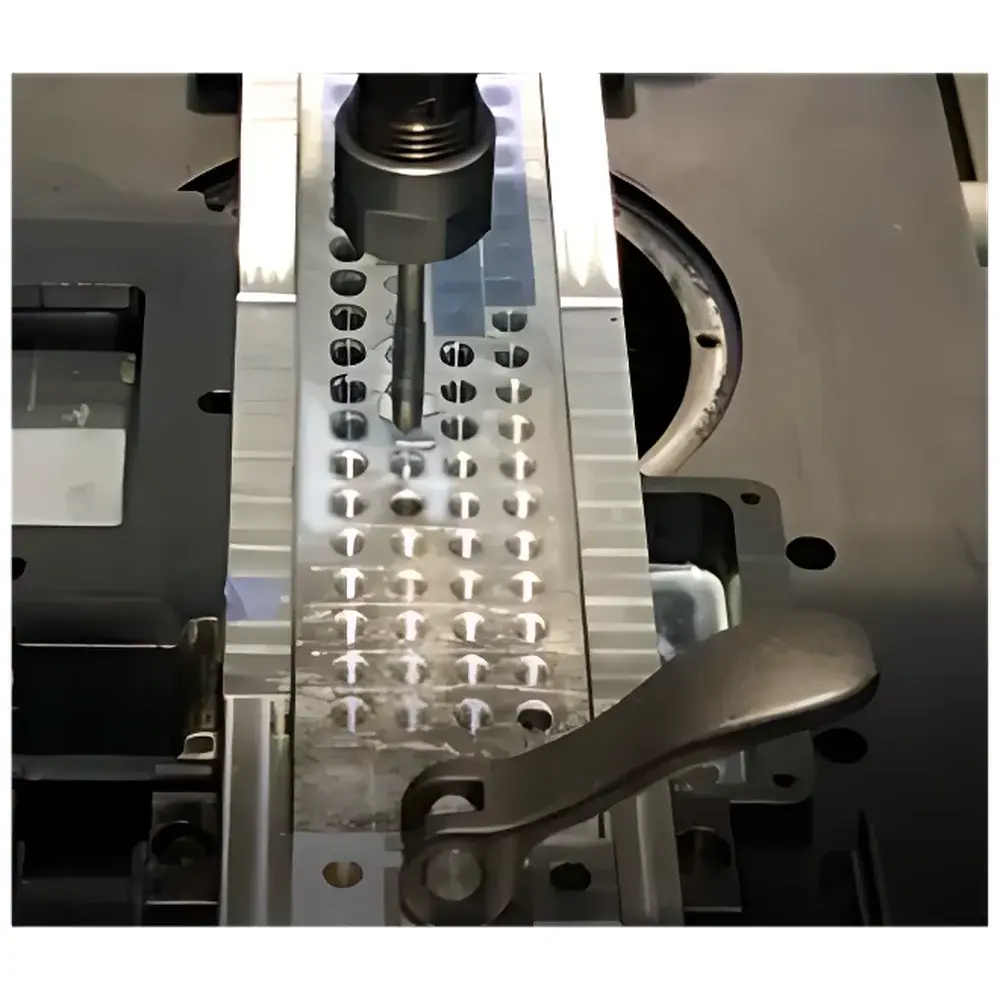
Sample Compatibility & Compliance
The TTQ-1000 accommodates standard machinable substrates including AA6061 aluminum, AISI 1045 steel, stainless steels (304/316), and cast iron specimens (ASTM B117-preconditioned or as-received). Tap geometries conform to ISO 2857 and DIN 371 standards; drill bits comply with ISO 235 and ANSI B94.11. The system supports both water-based, semi-synthetic, and fully synthetic MWF formulations. Data output meets traceability requirements for ISO/IEC 17025-accredited laboratories and aligns with ASTM D3702 (standard test method for evaluating cutting fluid performance), ISO 20623 (machining fluid tribology), and internal OEM validation protocols for lubricant qualification.
Software & Data Management
Rtec’s proprietary TappingSuite™ v4.2 provides intuitive workflow-driven test sequencing, real-time signal overlay (torque vs. acoustic amplitude vs. depth), and automated pass/fail thresholding per ISO 13571. Raw time-series data are stored in HDF5 format with embedded metadata (operator ID, calibration certificate IDs, environmental logs). Batch analysis tools enable statistical comparison across ≥10 replicate runs, generating coefficient-of-variation (CV%) reports for torque peak, acoustic energy integral, and ECR inflection point. Export options include CSV, MATLAB .mat, and PDF-certified reports compliant with FDA 21 CFR Part 11 Annex 11 requirements.
Applications
- Formulation screening of anti-wear additives (e.g., ZDDP, MoDTC, borate esters) in base oil matrices
- Comparative assessment of biodegradable vs. mineral-based MWFs under identical threading load profiles
- Coating performance validation for TiN-, CrN-, and DLC-coated taps under high-speed threading conditions
- QC release testing of incoming MWF batches against master reference curves
- Root-cause analysis of premature tap breakage via acoustic signature pattern recognition
- Supporting OEM lubricant specification development per SAE J1349 or GMW14872
FAQ
What types of metalworking fluids can be evaluated using the TTQ-1000?
The system is validated for water-miscible, semi-synthetic, and neat oil formulations—including bio-based ester blends and nanoparticle-enhanced coolants.
Does the instrument support custom tap geometries beyond standard metric sizes?
Yes—custom fixture adapters are available for non-standard taps, drills, or end mills upon request, subject to mechanical interface verification.
How is data integrity ensured during long-duration automated testing?
All sensors undergo pre-test self-calibration; raw data streams are checksum-verified at acquisition and archived with SHA-256 hashes for tamper-evident audit trails.
Can the TTQ-1000 be integrated into a laboratory LIMS environment?
Yes—via RESTful API and OPC UA protocol support, enabling bidirectional communication with major LIMS platforms including LabVantage and Thermo Fisher SampleManager.
Is operator training included with system delivery?
Rtec provides on-site installation, SOP development assistance, and two-day hands-on operator certification covering test method validation, preventive maintenance, and troubleshooting.





