Sintering Machine Flue Gas Desulfurization System
| Origin | France |
|---|---|
| Manufacturer Type | Distributor |
| Origin Category | Imported |
| Model | Sintering Machine Desulfurization |
| Price | Upon Request |
Overview
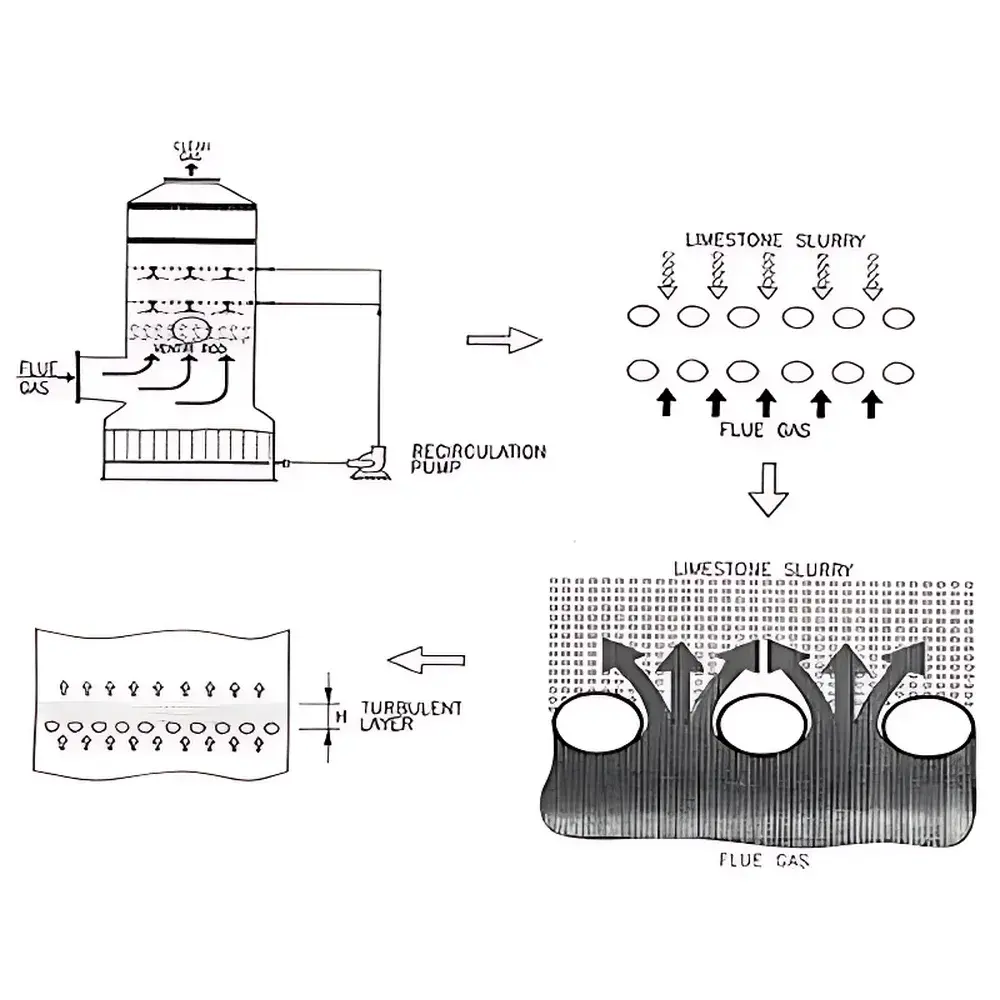
The Sintering Machine Flue Gas Desulfurization System is an engineered environmental control solution designed specifically for iron ore sintering plants to comply with stringent SO₂ emission limits under EU Industrial Emissions Directive (IED 2010/75/EU) and China’s GB 28662–2012 standard. Unlike generic flue gas analyzers, this system integrates real-time gas composition monitoring with process-coupled desulfurization unit operation—enabling closed-loop optimization of reagent dosing, oxidation kinetics, and crystallization control. It operates on three validated technical pathways: wet magnesium-based desulfurization, circulating fluidized bed (CFB) semi-dry process, and rotary atomizer-based spray drying absorption (SDA). Each configuration is calibrated for the highly variable sintering flue gas profile—characterized by fluctuating SO₂ concentrations (500–3,500 mg/Nm³), temperature ranges (120–180 °C pre-heat recovery; 60–90 °C post-cooling), moisture content (8–15 vol%), and particulate load (200–800 mg/Nm³). The system architecture supports continuous emission monitoring system (CEMS) integration per EN 15267 and QAL1 certification requirements.
Key Features
- Multi-process adaptability: Configurable for wet MgO-based, CFB semi-dry, or SDA desulfurization—each with dedicated material balance logic and corrosion-resistant component specification.
- Integrated process analytics: On-line measurement of SO₂, O₂, NOₓ, CO, and H₂O vapor via NDIR and electrochemical sensors, traceable to NIST standards and compliant with EN 14181.
- Advanced slurry management: For wet magnesium systems—includes automated MgO slaking control, selective MgSO₃→MgSO₄ oxidation reactors, and thermal crystallization modules with programmable cooling ramp profiles (±0.5 °C precision).
- CFB-specific fluidization control: Dual-loop pressure differential monitoring across the riser and cyclone, coupled with real-time CaO/MgO feed rate modulation based on inlet SO₂ loading and bed temperature (measured at 3 axial positions).
- SDA rotary atomizer interface: Precision-controlled Ca(OH)₂ slurry feed (±1.5% volumetric accuracy), droplet size distribution targeting Dv₅₀ = 50 µm, and wall-temperature monitoring to prevent dry-deposit scaling.
- Structural material compliance: Carbon steel construction with ISO 12944 C5-M corrosion protection for SDA towers; duplex stainless steel (EN 1.4462) wet zones in MgO systems; all gaskets meet FDA 21 CFR 177.2600 for potential by-product reuse pathways.
Sample Compatibility & Compliance
The system accommodates heterogeneous sintering flue gas streams containing alkali chlorides, fluorides, and heavy metal traces (Pb, Zn, As). All wetted components are validated for compatibility with MgSO₃/MgSO₄ slurries (pH 5.2–6.8) and CaSO₃/CaSO₄ suspensions (pH 6.0–7.2). Process emissions data meet ISO 14064-1 verification protocols. By-product streams—MgSO₄·7H₂O crystals and CFB ash—are assessed per EN 13432 (compostability) and GB/T 23452–2009 (construction material utilization). Full documentation supports GLP-aligned audit trails for environmental reporting under EU ETS and China’s National Emission Permit System.
Software & Data Management
The embedded control platform runs on a deterministic RTOS with dual-redundant Ethernet (PROFINET IRT) and Modbus TCP gateways. Process data—including SO₂ removal efficiency, reagent consumption ratios, oxidation conversion rates, and crystallizer supersaturation indices—is logged at 1-second intervals with SHA-256 hashing. Audit logs conform to FDA 21 CFR Part 11 requirements: electronic signatures, user role-based access (admin/operator/maintenance), and immutable event timestamps. Historical datasets export to CSV/OPC UA for integration with plant-wide MES (e.g., Siemens Opcenter, Rockwell FactoryTalk) and third-party LIMS. Calibration records auto-synchronize with external metrology databases via TLS 1.3.
Applications
- Primary application: Continuous SO₂ abatement in iron ore sintering facilities with >95% removal efficiency across dynamic load conditions (20–100% capacity).
- Secondary valorization: Production of USP-grade MgSO₄·7H₂O for pharmaceutical excipients (per EP 10.0 monograph) or ASTM C595-compliant supplementary cementitious materials from CFB ash.
- Regulatory support: Automated generation of quarterly emission reports aligned with EU MRV Regulation (EU No 749/2014) and China’s “Blue Sky Defense Campaign” reporting templates.
- Process R&D: Real-time kinetic modeling of MgSO₃ oxidation (Arrhenius parameters validated at 40–65 °C) and Ca(OH)₂ reaction stoichiometry under transient O₂ partial pressures (2–12 vol%).
FAQ
Does the system include certified CEMS integration?
Yes—pre-configured for EN 15267-3 QAL1-certified analyzers with automatic zero/span validation cycles and drift compensation algorithms.
Can the MgO-based process produce marketable MgSO₄ without additional purification?
Yes—integrated thermal crystallization and centrifugal dewatering achieve ≥99.5% purity (per ASTM D1193 Type IV water specifications), suitable for fertilizer-grade or pharma intermediate use.
What maintenance intervals apply to the rotary atomizer in SDA mode?
Rotary nozzles require inspection every 2,000 operating hours; bearing replacement is scheduled at 8,000-hour intervals with vibration spectrum analysis logging.
Is the CFB system compatible with co-injection of activated carbon for dioxin control?
Yes—dedicated AC injection ports are integrated upstream of the cyclone, with flow control synchronized to ESP voltage feedback.
How is corrosion managed in low-temperature wet zones?
Through triple-layer protection: epoxy phenolic lining (ASTM D4541 pull-off ≥12 MPa), cathodic protection reference electrodes, and continuous pH/conductivity monitoring with automatic acid wash triggers.
Related Products