TAMASAKI SPOTRON SP-255 Series Digital Electrode Force Gauge for Resistance Spot Welding
| Brand | TAMASAKI |
|---|---|
| Origin | Japan |
| Model | SP-255-FU20kN |
| Measurement Principle | Hydraulic transduction with strain-gauge-based pressure sensing |
| Measurement Range | 2.0 kN to 20.0 kN |
| Resolution | 0.1 kN (10 kgf) |
| Accuracy | ±1% of full scale (FS) |
| Operating Temperature | 0 °C to 40 °C |
| Power Supply | 2 × AA alkaline batteries |
| Battery Life | ≥8 hours (continuous operation) |
| Auto-zero Function | Yes |
| Peak Hold & Data Hold | Yes |
| Auto-power-off | After 5 minutes of inactivity |
| Display Update Rate | 2 Hz (refresh every 0.5 s, with 64 samples/sec internal acquisition) |
| Sensor Housing | Integrated hydraulic insulation structure |
| Weight | 610 g (sensor head + 1.5 m cable), 430 g (main unit with batteries) |
Overview
The TAMASAKI SPOTRON SP-255 Series is a purpose-built digital electrode force gauge engineered for precision measurement and real-time monitoring of inter-electrode compression force during resistance spot welding (RSW) operations. Unlike conventional analog pressure gauges or generic industrial pressure transducers, the SP-255 employs a proprietary hydraulic transduction architecture coupled with high-stability strain-gauge sensing elements—ensuring mechanical isolation between the pressurized fluid path and the electronic readout circuitry. This design eliminates electrical interference risks in high-current welding environments while maintaining metrological traceability to national standards. The device directly quantifies clamping force applied by welding electrodes—a critical RSW parameter alongside current and time—as defined in ISO 14324, AWS D8.9, and JIS Z 3136. Its compact, handheld form factor enables rapid deployment across robotic weld cells, manual bench setups, and in-line process validation stations without requiring external power or signal conditioning hardware.
Key Features
- Real-time digital force display updated at 2 Hz (every 0.5 seconds), based on internal 64-sample-per-second acquisition for robust noise suppression and dynamic response.
- Integrated peak-hold functionality: automatically captures and retains the maximum compressive force recorded during a single weld cycle; recalled post-measurement for quality documentation.
- Manual data hold mode allows instantaneous freezing of displayed values for visual verification or operator confirmation.
- Auto-zero calibration routine eliminates manual zero adjustment before each use—critical for repeatable measurements across shift changes or multi-operator environments.
- Hydraulic insulation structure isolates sensitive electronics from electromagnetic fields generated by welding currents up to 100 kA, complying with IEC 61000-4-4 (EFT immunity) requirements.
- Low-power design powered by two standard AA alkaline cells, supporting ≥8 hours of continuous operation; low-battery indicator alerts users prior to voltage drop affecting accuracy.
- Automatic power-down after 5 minutes of inactivity conserves battery life and aligns with ISO/IEC 17025 laboratory energy management guidelines.
Sample Compatibility & Compliance
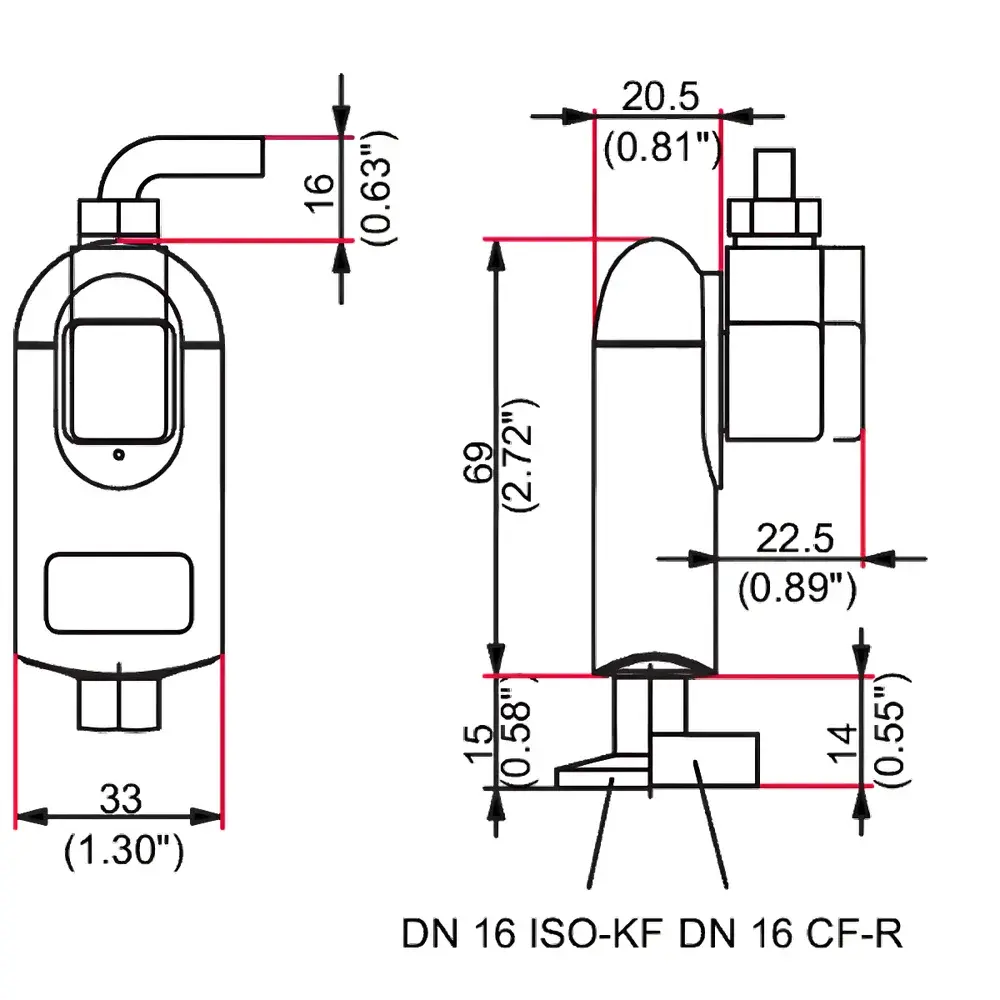
The SP-255-FU20kN variant is optimized for integration with both fixed and servo-controlled spot welding guns, particularly those utilizing disc-type or cylindrical electrodes. Its flexible hydraulic sensor head (Ø18 × W36 × H36 × L470 mm) accommodates tight mounting geometries near electrode arms while maintaining structural rigidity under cyclic loading. The system meets functional safety expectations outlined in ISO 13849-1 (PL c) for non-safety-related force monitoring. While not certified as a standalone safety device, its measurement data supports compliance with automotive OEM process audit protocols (e.g., Ford Q1, GM BIQS, VW Formel Q) requiring documented electrode force verification per weld schedule. Calibration certificates traceable to JCSS (Japan Calibration Service System) are supplied with each unit, satisfying GLP-aligned record-keeping requirements for production metrology.
Software & Data Management
Although the SP-255-FU20kN operates as a stand-alone instrument, optional analog output (DC 1.0 V or DC 3.5 V, user-selectable) enables connection to PLCs, SCADA systems, or data loggers for time-synchronized force profiling. No proprietary software is required for basic operation; however, third-party DAQ platforms (e.g., National Instruments LabVIEW, Keysight PathWave) can acquire analog signals for statistical process control (SPC) charting, Cp/Cpk analysis, or integration into MES/QMS workflows. All measurement events—including peak force timestamps, hold states, and battery status—are retained in volatile memory during active use and may be manually transcribed for audit trails. For regulated environments subject to FDA 21 CFR Part 11, supplementary electronic signature-capable logging must be implemented externally via validated systems.
Applications
- Verification and periodic validation of electrode force settings in automotive body-in-white (BIW) assembly lines.
- Troubleshooting inconsistent weld nugget formation linked to insufficient or excessive electrode pressure.
- Commissioning and recalibration of servo-gun force control loops prior to production ramp-up.
- Training and certification of welding technicians on proper force application techniques.
- Root cause analysis during PPAP (Production Part Approval Process) submissions requiring force traceability per AIAG CQI-15 guidelines.
- In-process monitoring during development of new material stacks (e.g., AHSS, aluminum alloys) where optimal force windows differ significantly from legacy steel applications.
FAQ
Is the SP-255 suitable for measuring dynamic force during actual welding current flow?
Yes—the hydraulic transduction design provides inherent immunity to electromagnetic interference (EMI) from welding currents, enabling stable readings even during high-amperage (>50 kA) short-duration pulses.
Can the gauge be recalibrated in-house?
Field recalibration requires traceable dead-weight testing equipment meeting JIS B 7512 Class 0.1 specifications; end-users are advised to return units to TAMASAKI-authorized service centers for ISO/IEC 17025-compliant recalibration.
What is the maximum recommended sampling duration for continuous logging?
Continuous analog output logging is supported for up to 8 hours per battery set; for extended campaigns, external regulated power supplies may be used via the optional DC input interface.
Does the device comply with RoHS or REACH directives?
Yes—all materials and components conform to EU Directive 2011/65/EU (RoHS2) and Regulation (EC) No 1907/2006 (REACH), with full declarations available upon request.
How does temperature affect measurement stability?
The sensor exhibits thermal zero drift of ≤0.02% FS/°C within the specified operating range (0–40 °C); compensation algorithms embedded in firmware mitigate ambient-induced offset errors.