

YP-3711 Youyunpu Desktop Multi-Channel Eddy Current Testing System for Offline Inspection of Steel Pipes and Bearing Rings
| Brand | Youyunpu |
|---|---|
| Origin | Shandong, China |
| Manufacturer Type | OEM Manufacturer |
| Country of Origin | China |
| Model | YP-3711 |
| Detection Method | Automatic Eddy Current Testing |
| Eddy Current Signal Type | Multi-Frequency |
| Instrument Form Factor | Benchtop |
| Number of Channels | 1–16 |
| Maximum Inspection Speed | >200 m/min |
| Frequency Selection Options | 1–4 independent frequencies |
| Gain Range | 0–90 dB (0.5 dB step) |
| Frequency Range | 50 Hz – 10 MHz |
| Phase Rotation | 0–360° (1° step) |
| High-Pass Filter | Off or 1–2 kHz |
| Low-Pass Filter | Off or 1–2 kHz |
| Digital Filter Points | 1–10 |
| End-Delay/Start-Delay | 0–65 s |
| Marking Delay Time | 0–120 s |
| Fixed-Length Marking Distance | 0–5 m |
| Clock Mode | Internal or External |
| Probe Excitation Amplitude | 1–8 (arbitrary units) |
| Hardware Alarm Outputs | 8 channels |
| Probe Impedance Matching | 0–3 (digital tuning steps) |
| Input Signal Types | TTL-level switch signals (alarm, A-scan trigger, encoder pulse) |
| Display Modes | Dot, Line, Blank, Crosshair Cursor |
| Dimensions | 459.8 × 442 × 179 mm (standard) / 459.8 × 442 × 220.7 mm (with extended module) |
Overview
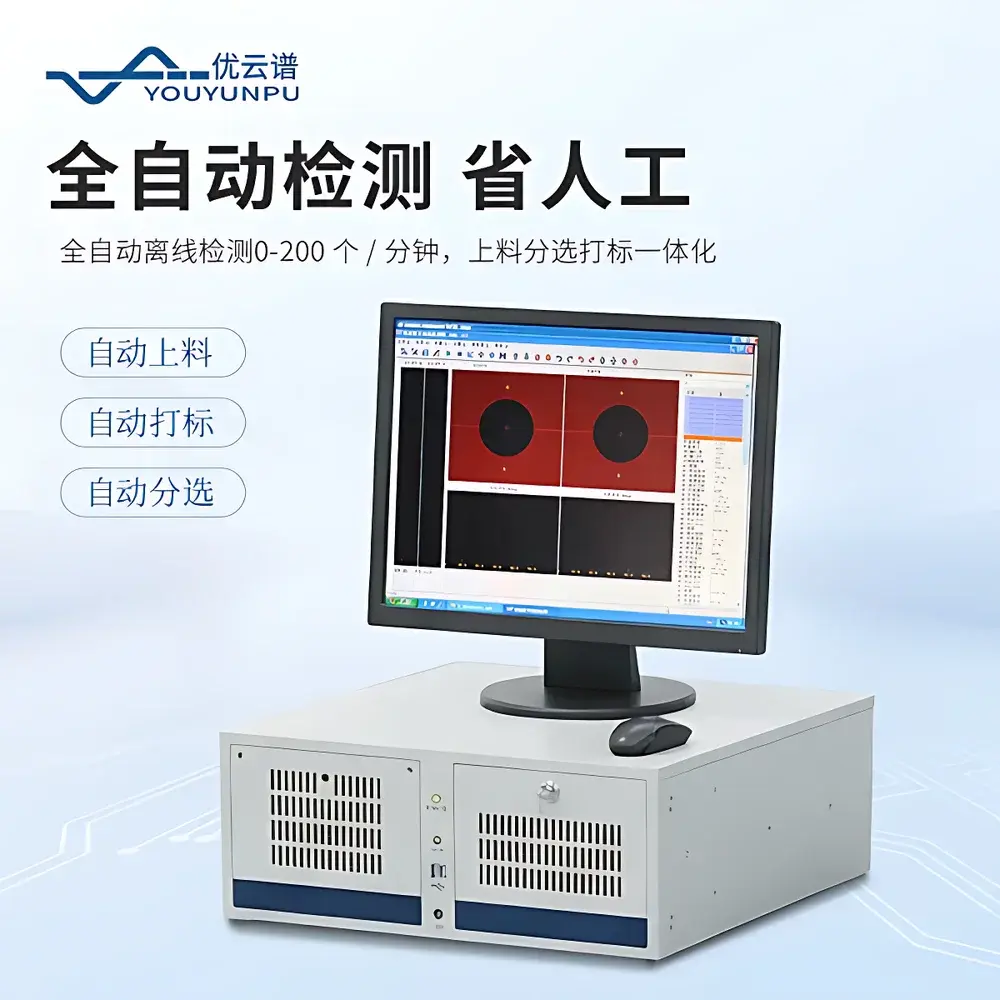
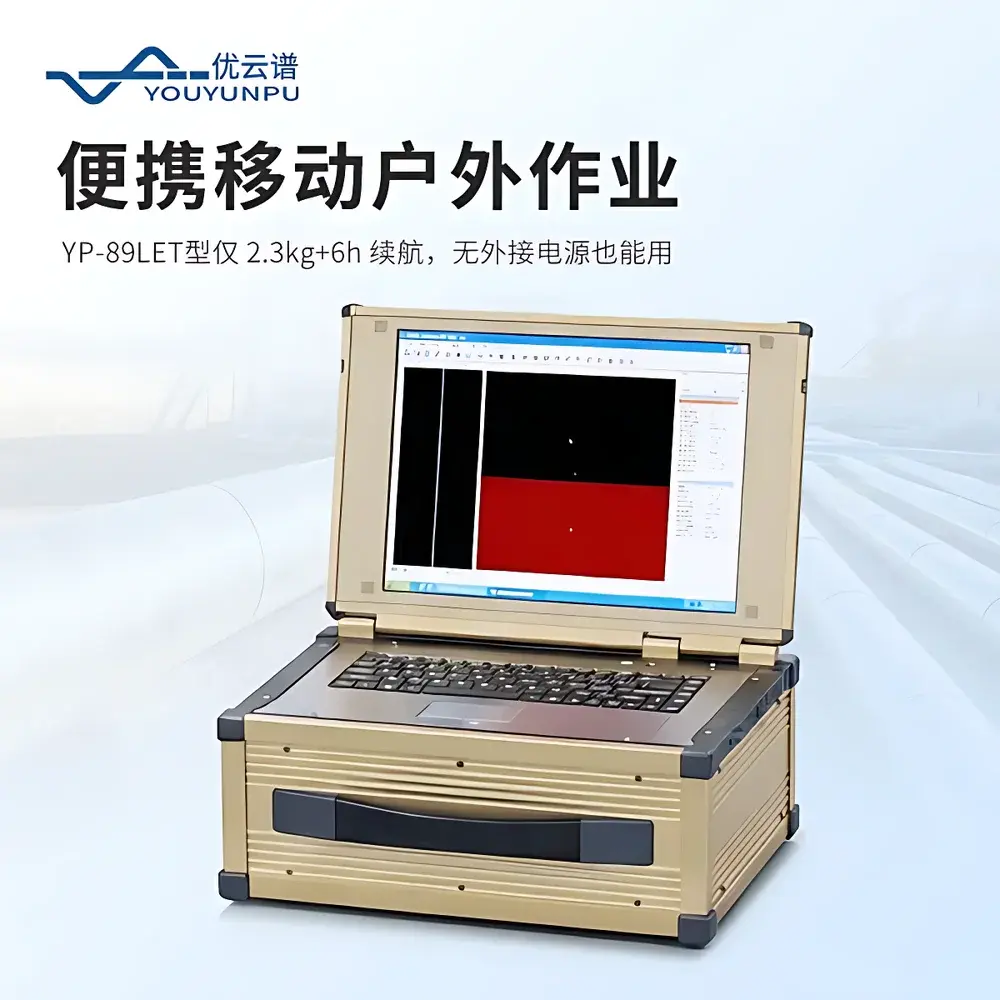
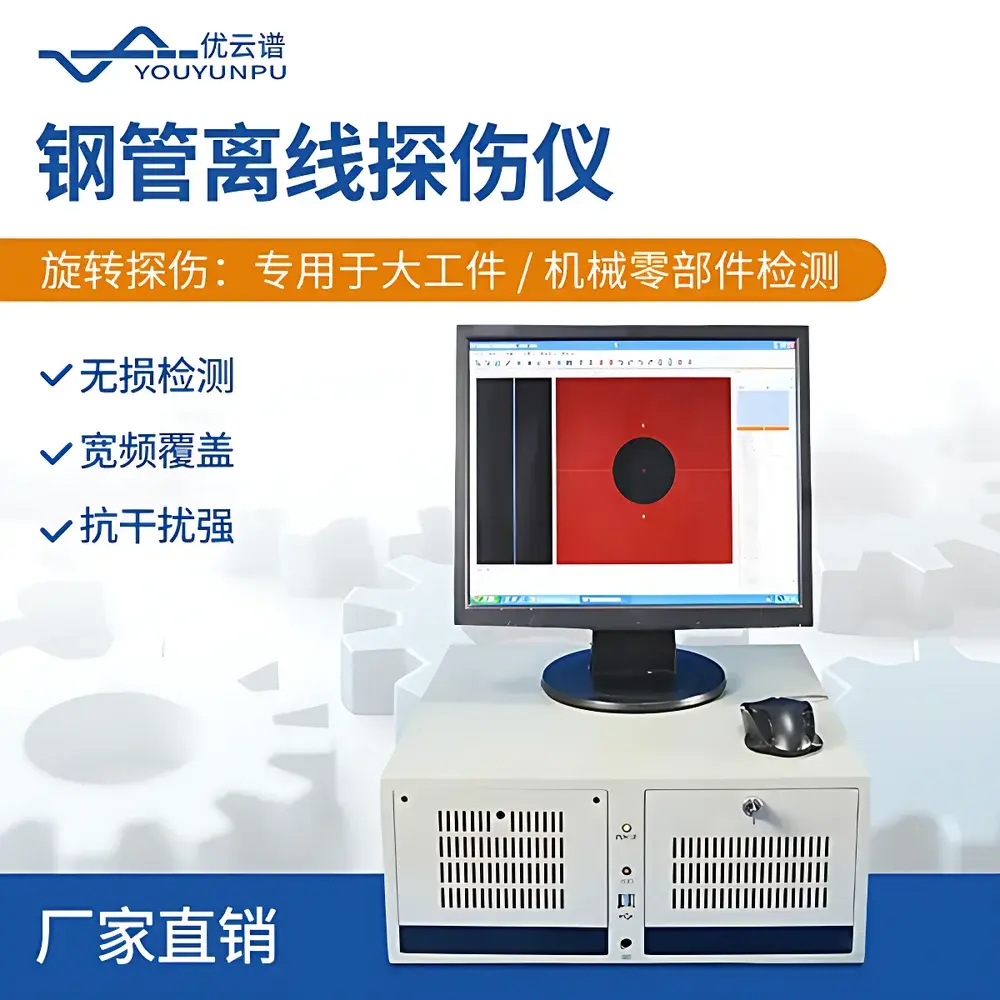
The YP-3711 is a benchtop, multi-channel eddy current testing (ECT) system engineered for high-speed, non-contact, offline inspection of conductive metallic components—including seamless and welded steel pipes, bearing rings, shafts, rods, wires, and precision machined parts such as valve stems, gear blanks, hub assemblies, and fasteners. It operates on the principle of electromagnetic induction: an alternating current in the probe coil generates a time-varying magnetic field, inducing eddy currents in the test object; disruptions caused by surface or near-surface discontinuities (e.g., cracks, pits, inclusions, or dimensional deviations) perturb the eddy current flow and alter the impedance of the probe coil—detected and quantified in real time. The system supports up to 16 independent detection channels, enabling simultaneous multi-zone scanning without mechanical repositioning—critical for complex geometries and high-throughput quality assurance workflows in automotive, aerospace, oil & gas, and heavy machinery manufacturing.
Key Features
- Multi-frequency capability (1–4 selectable frequencies per channel), allowing optimized defect discrimination across varying material conductivity, permeability, and geometry.
- Wide operational frequency range (50 Hz – 10 MHz) supports both deep subsurface flaw detection (low-frequency mode) and high-resolution surface crack mapping (high-frequency mode).
- Programmable gain (0–90 dB, 0.5 dB resolution) and phase rotation (0–360°, 1° step) enable precise signal conditioning for diverse alloys and part configurations.
- Dual filtering architecture: independently configurable high-pass and low-pass analog filters (1–2 kHz range), plus digital finite impulse response (FIR) filtering with 1–10 adjustable points for noise suppression.
- Real-time dual-mode display: impedance plane (X-Y vector plot) and time-based C-scan or A-scan waveform overlay, synchronized with encoder-triggered positional data.
- Eight hardware alarm outputs support integration with pneumatic reject systems, laser marking devices, or PLC-controlled sorting mechanisms.
- Encoder-compatible timing interface enables precise defect localization (±1 mm repeatability) and fixed-distance marking (0–5 m range) for downstream traceability.
Sample Compatibility & Compliance
The YP-3711 accommodates cylindrical, annular, and flat conductive specimens ranging from Ø1 mm wire to Ø300 mm bearing rings and 200+ mm diameter steel pipes. It requires no couplant or physical contact—ideal for hot, coated, or oil-filmed surfaces common in post-heat-treatment or pre-assembly inspection. The system complies with core international standards governing eddy current NDT methodology and reporting, including ASTM E243 (Standard Practice for Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products), ASTM E309 (Standard Practice for Eddy Current Examination of Steel Tubular Products Using Magnetic Saturation), ISO 15549 (Non-destructive testing — Eddy current testing — General principles), and GB/T 7735–2004 (Non-destructive testing of steel tubes — Eddy current testing). Its architecture supports GLP/GMP-aligned documentation protocols when paired with validated software configurations.
Software & Data Management
Controlled via a Windows-based graphical user interface, the YP-3711 software provides full menu-driven operation with keyboard and optional mouse navigation. All inspection parameters—including frequency sets, gain/phase maps, filter coefficients, alarm thresholds, and display layouts—are stored as reusable inspection programs (.ecp files) on internal SSD or external USB media. Raw A-scan waveforms, impedance vectors, and encoded position stamps are logged in binary format with timestamp and operator ID metadata. Export options include CSV (for statistical process control), BMP/PNG screenshots, and XML reports compatible with enterprise LIMS or MES platforms. Audit trail functionality records parameter changes, calibration events, and user logins—supporting compliance with FDA 21 CFR Part 11 when deployed in regulated environments under documented SOPs.
Applications
- Offline screening of cold-drawn or hot-rolled steel pipes prior to hydrostatic testing or coating.
- 100% final inspection of precision-ground bearing inner/outer rings for grinding burns, micro-cracks, and heat-affected zone anomalies.
- Automated lot verification of threaded fasteners, piston pins, and camshafts for subsurface fatigue initiation sites.
- Weld seam evaluation of ERW and spiral-welded pipe—detecting lack-of-fusion, porosity clusters, and longitudinal seam discontinuities.
- In-process validation of drawn wire and rod stock in metallurgical toll processing facilities.
- Receiving inspection of forged or machined components (e.g., turbine blades, valve bodies) where surface integrity affects pressure containment or fatigue life.
FAQ
Does the YP-3711 require calibration standards for daily use?
Yes—ASTM E243 recommends using reference standards with EDM notches, drilled holes, or machined grooves matching expected defect types and depths. Calibration should be performed at start-up, after probe change, and every 4 hours during continuous operation.
Can the system integrate with existing factory automation networks?
It provides isolated TTL-level I/O (8 alarm outputs, 3 trigger inputs) and RS-232/485 serial communication for Modbus RTU protocol—enabling direct connection to PLCs, SCADA systems, or robotic handling cells.
Is probe selection application-specific?
Absolutely—absolute, differential, reflection, and array probes must be selected based on part geometry, required penetration depth, and sensitivity targets. Probe matching (0–3 digital tuning) compensates for coil inductance variance but does not replace proper probe design.
What maintenance is required for long-term stability?
Annual verification of gain linearity, frequency accuracy, and encoder pulse fidelity is recommended. Cooling fans and power supply capacitors should be inspected biannually in industrial environments with ambient temperatures exceeding 35°C.
Does the system support remote diagnostics or firmware updates?
Firmware updates are delivered via encrypted USB key; remote desktop access is disabled by default for cybersecurity compliance—but can be enabled under controlled IT governance with TLS-secured VNC tunneling.
Related Products



