Corning High-Throughput Microchannel Reactor
| Brand | Corning |
|---|---|
| Origin | USA |
| Manufacturer Status | Authorized Distributor |
| Origin Category | Imported |
| Model | Microchannel Reactor |
| Quotation | Upon Request |
| Instrument Classification | Microchannel Reactor |
| Sample Volume Capacity | Microliter-to-milliliter scale (microfluidic regime) |
| Construction Material | Chemically resistant glass-ceramic composite |
| Total System Volume | 10 L (modular stack configuration) |
| Maximum Operating Pressure | ≤20 bar (2.0 MPa) |
| Maximum Operating Temperature | 200 °C |
| Vacuum Capability | Not applicable (designed for pressurized operation) |
Overview
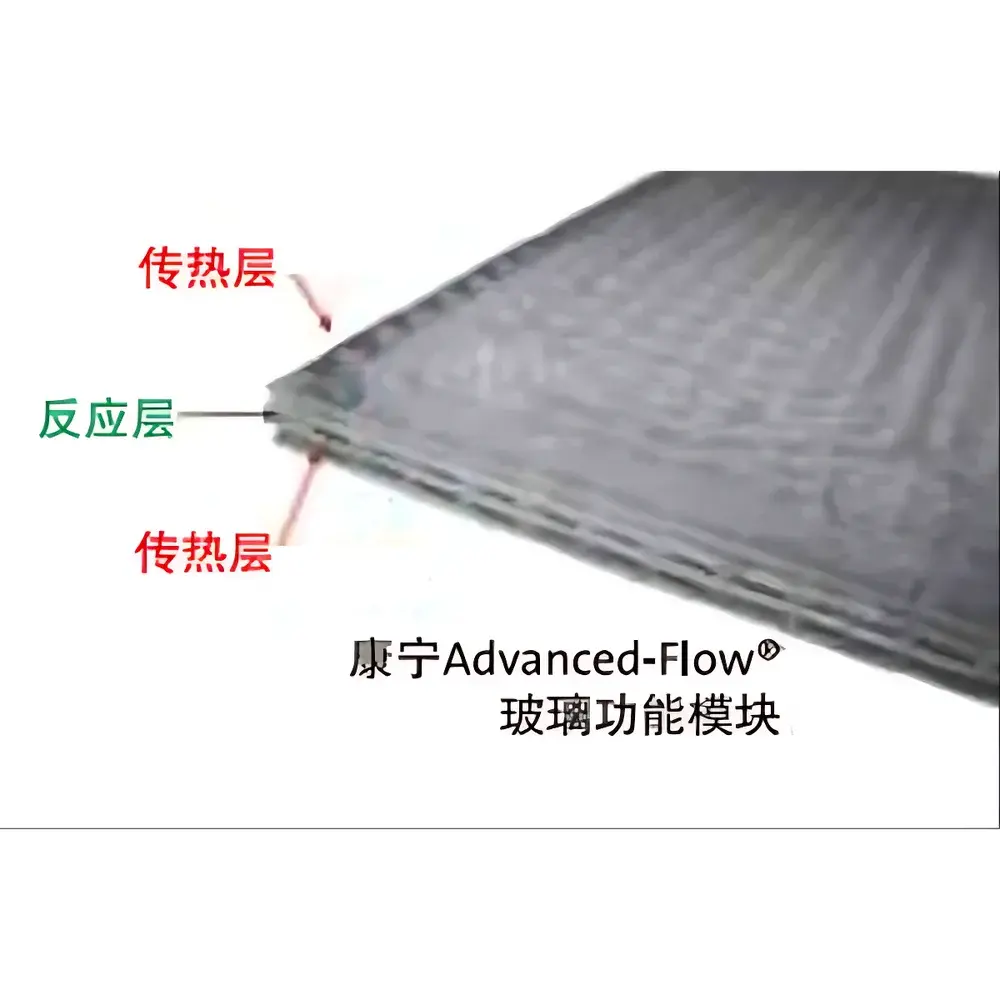
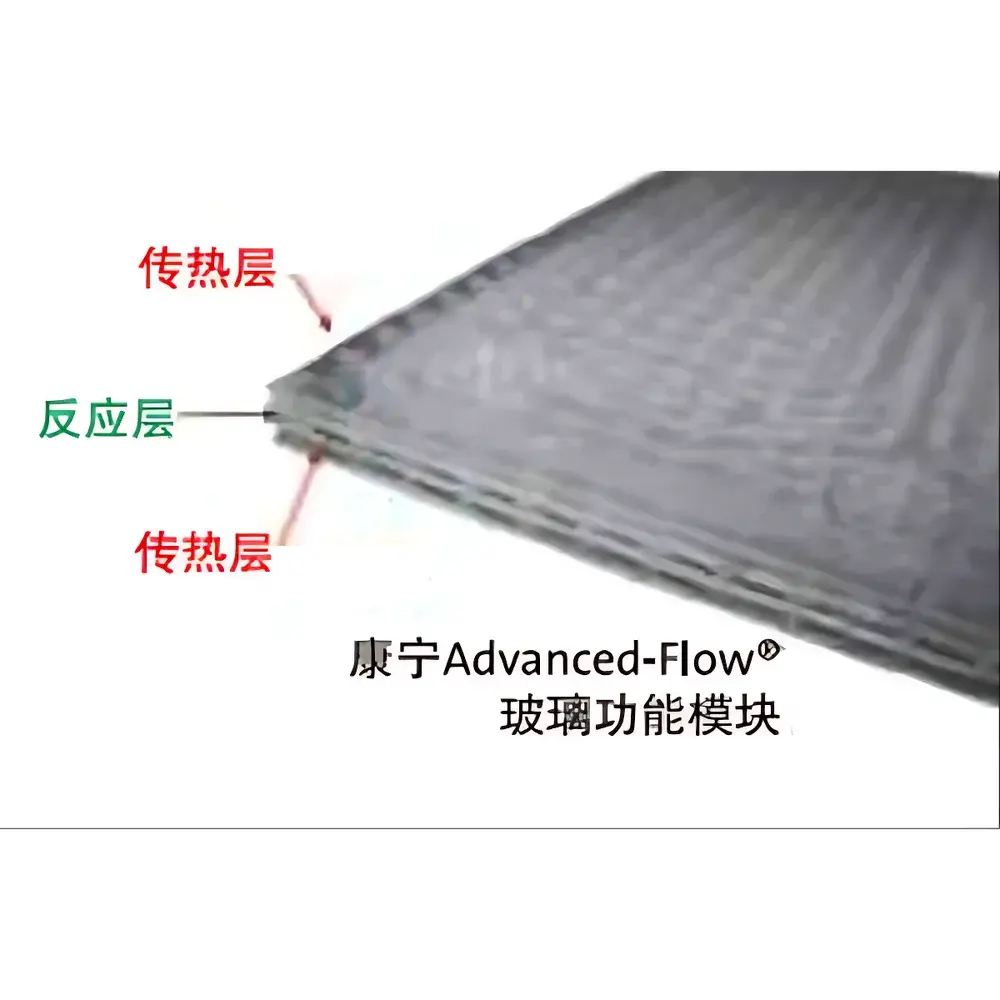
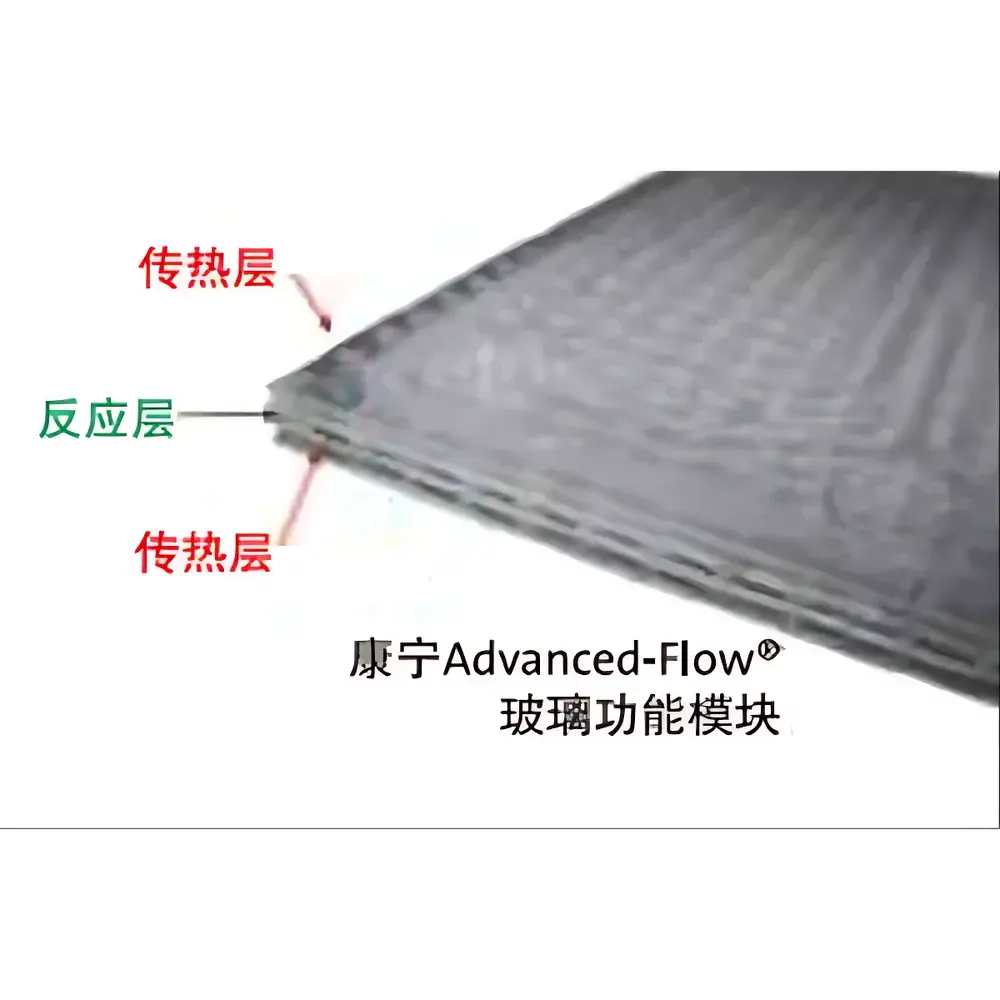
The Corning® High-Throughput Microchannel Reactor is an engineered continuous-flow chemical processing platform based on Corning’s proprietary glass-ceramic microstructured reactor technology. It operates on the fundamental principles of laminar flow, enhanced interfacial mass transfer, and highly efficient conductive heat exchange across microscale channel walls. Unlike conventional stirred-tank reactors (CSTRs), which rely on turbulent mixing and jacketed heating/cooling, this system integrates reaction, heat transfer, and mass transfer within sub-millimeter fluidic channels—enabling precise residence time control, near-isothermal reaction conditions, and exceptional reproducibility across scales. Designed for process intensification in synthetic chemistry, pharmaceutical development, and fine chemical manufacturing, the reactor supports safe, scalable, and data-rich experimentation from milligram-scale screening to pilot-scale production.
Key Features
- Monolithic Glass-Ceramic Architecture: Fabricated from Corning’s chemically inert, thermally stable glass-ceramic material—resistant to strong acids, bases, halogens, and organic solvents up to 200 °C and 20 bar.
- High Surface-to-Volume Ratio: Delivers >2500 m²/m³ effective heat transfer area—over 100× greater than conventional jacketed vessels—enabling rapid thermal equilibration and suppression of hot/cold spots.
- Enhanced Mass Transfer Performance: Achieves gas–liquid interfacial areas of 3000–10,000 m²/m³ and liquid–liquid volumetric mass transfer coefficients (ka) of 1–30 s⁻¹—orders of magnitude higher than stirred systems (0.03–0.4 s⁻¹).
- Modular Scalability: Configurable as a single chip or stacked module; total system volume scalable to 10 L while maintaining identical channel geometry and performance metrics—eliminating scale-up uncertainty.
- Intrinsic Safety Design: Small internal holdup volume (99% versus batch reactors.
- Robust Thermal Shock Resistance: Withstands repeated cycling between ambient and 200 °C without delamination or microcracking—validated per ASTM C1525 and ISO 7888.
Sample Compatibility & Compliance
The reactor accommodates a broad range of chemistries—including exothermic nitrations, hydrogenations, halogenations, lithiations, and photochemical transformations—without degradation of structural integrity or catalytic surface activity. Its all-glass-wetted path ensures zero metal leaching, meeting stringent requirements for API synthesis under ICH Q5A and USP . The system architecture supports integration into GLP- and GMP-regulated environments: full audit trail capability (via compatible SCADA/DCS), electronic signature readiness (aligned with FDA 21 CFR Part 11), and documentation packages compliant with ISO 9001:2015 and ASTM E2500-13 for equipment qualification (IQ/OQ/PQ).
Software & Data Management
When paired with third-party process control systems (e.g., Emerson DeltaV, Siemens Desigo, or LabVIEW-based custom interfaces), the reactor enables real-time monitoring of pressure differentials, inlet/outlet temperatures, flow rates (via Coriolis or thermal mass flow meters), and optional inline analytics (FTIR, UV-Vis). All operational parameters are timestamped and stored in structured CSV or SQL-compatible formats. Data export conforms to ISA-88 and ISA-95 standards, facilitating traceability, batch record generation, and statistical process control (SPC) analysis per ASTM E2868. Raw sensor logs support root cause analysis during deviation investigations and regulatory submissions.
Applications
- Accelerated reaction screening and kinetic profiling under controlled residence time distributions (RTD)
- Safe handling of hazardous reagents (e.g., diazomethane, phosgene derivatives, alkyl lithiums) via confined stoichiometric delivery
- Continuous crystallization and nanoparticle synthesis with narrow size distribution (PDI <0.15)
- Enantioselective catalysis with immobilized chiral catalysts in fixed-bed microchannel configurations
- Process validation studies supporting Quality by Design (QbD) frameworks per ICH Q8(R2)
- Technology transfer from lab to commercial plant without intermediate pilot campaigns—reducing time-to-market by 40–60% in API route scouting
FAQ
Is the reactor suitable for corrosive halogenation chemistry?
Yes—the glass-ceramic substrate exhibits exceptional resistance to Cl₂, Br₂, HCl, HF, and mixed acid systems at elevated temperature and pressure, validated per ASTM C282 and ISO 15161.
Can it be integrated with automated liquid handling or feeding systems?
Yes—standard 1/4″ VCR and Swagelok fittings enable seamless connection to syringe pumps, HPLC-grade solvent delivery modules, and gas mass flow controllers with digital I/O feedback.
What is the typical residence time range achievable?
From 100 ms to 30 minutes, depending on flow rate, channel geometry, and fluid viscosity—adjustable via programmable peristaltic or precision metering pumps.
Does Corning provide process support for scale-up studies?
Yes—Corning offers application engineering services including computational fluid dynamics (CFD) modeling, thermal mapping reports, and comparative kinetic benchmarking against batch data per client-defined reaction protocols.
Is cleaning-in-place (CIP) supported?
Yes—compatible with aqueous NaOH, dilute nitric acid, and organic solvent flushes; validated cleaning cycles are documented per ASTM E3107 for cross-contamination risk assessment.



