


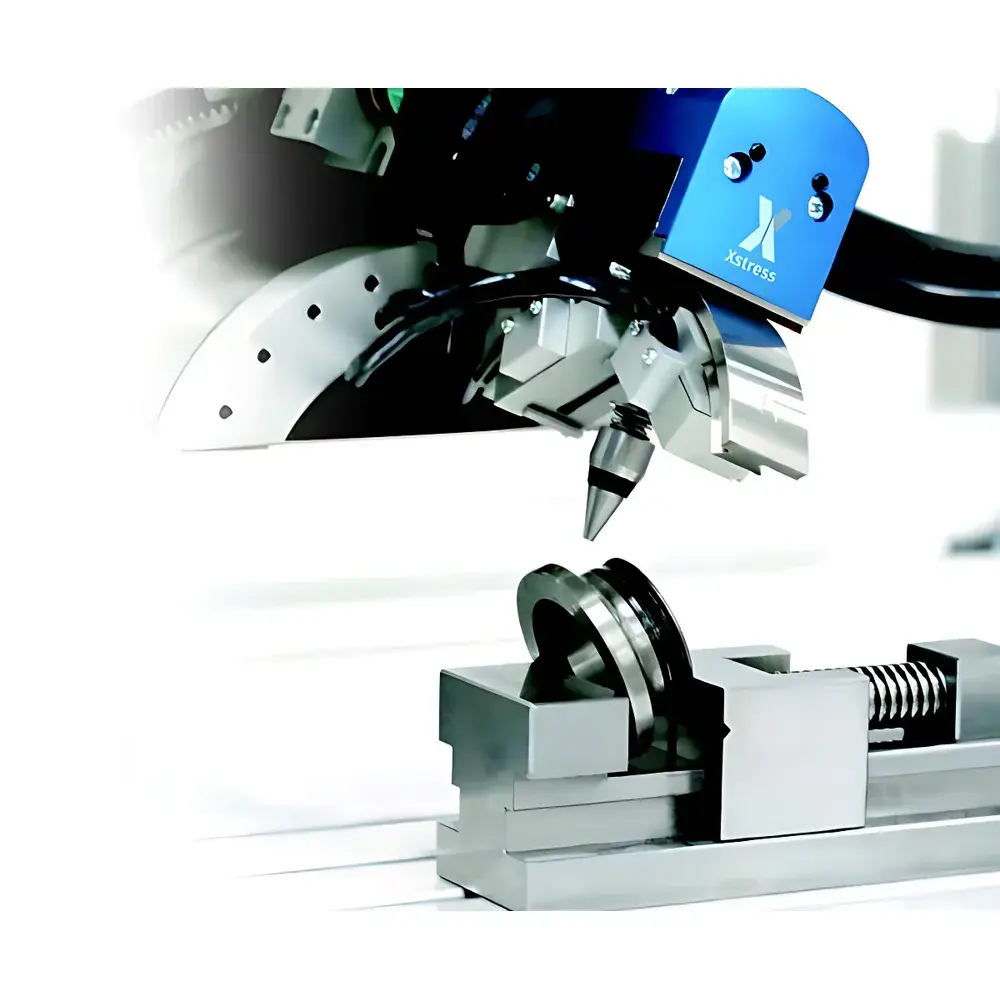
Stresstech XStress 3000 Portable X-Ray Residual Stress and Retained Austenite Analyzer
| Brand | Stresstech Oy |
|---|---|
| Country of Origin | Finland |
| Model | XStress 3000 |
| Detector Configuration | Dual symmetric detectors |
| Goniometer Geometry | Modified y-tilt (side-inclination) |
| 2θ Range | 110°–171°, continuously adjustable |
| Collimator Options | Interchangeable, Ø0.5 mm to Ø5.0 mm |
| Calibration | Fully automated, positional accuracy < 0.003 mm |
| Cooling | Sealed recirculating chiller with active cooling |
| Weight | < 25 kg |
| Compliance | Designed for ASTM E915, ISO 21943, EN 15305, and USP <467> residual stress measurement protocols |
Overview
The Stresstech XStress 3000 is a field-deployable, high-precision X-ray diffraction (XRD) system engineered for quantitative determination of residual stress and retained austenite content in polycrystalline metallic components. Unlike conventional laboratory-based XRD systems requiring fixed installations and water-cooled X-ray tubes, the XStress 3000 employs a sealed-tube Cr or Co anode source coupled with a compact, air-cooled high-intensity detector architecture—eliminating dependency on external chillers or dedicated power conditioning. Its measurement principle relies on lattice strain evaluation via Bragg’s law (nλ = 2d sinθ), where angular shifts in diffraction peaks (e.g., α-Fe {211}, γ-Fe {200}/{220}) are correlated to interplanar spacing changes induced by macroscopic elastic strain. For retained austenite quantification, the instrument applies the direct comparison method per ASTM E975, calculating volume fraction from integrated intensities of austenite ({200}, {220}, {311}) and ferrite/martensite ({211}, {200}) reflections. The system is calibrated traceably to NIST SRM standards and validated for use under GLP-compliant data acquisition workflows.
Key Features
- Field-ready portable design: Total system mass 4 hours continuous measurement
- Dual symmetric detector geometry: Enables simultaneous acquisition of diffracted intensity from two opposing sample orientations—reducing measurement time by up to 40% and improving statistical reproducibility
- Automated goniometer with precision-encoded axes: Full motorized control of ψ-tilt (±60°), χ-rotation (360°), and continuous 2θ scanning (110°–171°); positional repeatability ±0.002°
- Modular collimator system: Rapid-swap collimators ranging from Ø0.5 mm to Ø5.0 mm support micro-area analysis (e.g., gear tooth root, weld HAZ) and bulk averaging with equal metrological rigor
- Integrated safety architecture: Dual-channel interlock monitoring, beam shutter feedback loop, real-time dose rate logging, and emergency stop compliant with IEC 61010-1 and EN 62471
- Self-calibrating optical alignment: Onboard laser reference and fiducial target recognition ensure consistent sample positioning across field deployments without manual recalibration
Sample Compatibility & Compliance
The XStress 3000 accommodates ferrous alloys including carburized steels, stainless grades (e.g., 304, 316, 17-4PH), tool steels (A2, D2, M2), and nickel-based superalloys (Inconel 718, Hastelloy X). Surface preparation follows ASTM E562 and ISO 11146 guidelines—electrolytic polishing, mechanical grinding with ≤1 µm final diamond suspension, or laser ablation profiling for depth-resolved stress mapping. The system meets requirements for ISO/IEC 17025 accredited laboratories performing residual stress validation in aerospace (AS9100D), automotive (IATF 16949), and nuclear (ASME Section III, Division 1) applications. All measurement reports include full metadata: tube voltage/current, exposure time, collimator ID, peak fitting parameters (Pseudo-Voigt profile, FWHM constraints), and uncertainty budget per GUM (JCGM 100:2018).
Software & Data Management
Control and analysis are executed via Stresstech’s XStress Studio v5.2—Windows-based software featuring role-based user access, electronic signature support, and audit trail functionality compliant with FDA 21 CFR Part 11. Raw diffraction patterns are stored in vendor-neutral .xye format; processed results export to .csv, .xlsx, or XML with embedded calibration certificates. The software implements Rietveld refinement for multi-phase austenite quantification and incorporates stress tensor decomposition algorithms for non-principal axis measurements. Data backups synchronize automatically to network-attached storage or cloud repositories (AWS S3 or Azure Blob) with AES-256 encryption. Remote diagnostics and firmware updates are performed over TLS-secured HTTPS channels.
Applications
- Aerospace: Residual stress mapping on turbine blades post-shot peening and landing gear components after induction hardening
- Automotive: Validation of case depth uniformity in transmission gears and crankshaft fillet stress relief after roller burnishing
- Additive manufacturing: In-process verification of thermal gradient-induced stress in Ti-6Al-4V and IN718 LPBF builds
- Energy infrastructure: Field assessment of weld residual stress in ASME B31.4 pipeline girth welds and reactor pressure vessel nozzles
- Academic research: Correlation of retained austenite stability with cyclic loading performance in TRIP-assisted steels
FAQ
Does the XStress 3000 require external cooling water or compressed air?
No. It utilizes a sealed recirculating chiller with thermoelectric cooling and passive heat dissipation—fully self-contained and operable in ambient temperatures from 5 °C to 40 °C.
Can it measure residual stress at different depths without destructive sectioning?
Yes. When paired with an electrolytic polishing unit (e.g., Struers LectroPol-5), sequential material removal enables non-destructive depth profiling down to 100 µm with ±5 µm layer resolution.
Is the system suitable for ISO 17025 accreditation?
Yes. Full traceability documentation—including factory calibration certificates, uncertainty budgets, and software validation reports—is provided with each unit.
What X-ray tube options are available?
Standard configuration uses a 30 W Cr Kα source (λ = 2.2909 Å); optional Co Kα (λ = 1.7903 Å) and Fe Kα (λ = 1.9360 Å) tubes are available for enhanced phase contrast in specific alloy systems.
How is measurement uncertainty estimated during routine operation?
Uncertainty is calculated in real time using Type A (statistical scatter of peak position) and Type B (collimator alignment error, goniometer hysteresis, wavelength drift) components per GUM Annex H.
")


