

Stresstech Rollscan 250 Barkhausen Noise Analyzer
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Rollscan 250 |
| Application | Non-destructive grinding burn and heat treatment damage detection |
| Measurement Principle | Magnetic Barkhausen Noise (MBN) analysis |
| Compliance | ASTM E3167, ISO 20954, EN 10327 (applicable to MBN-based surface integrity assessment) |
| Sensor Interface | Plug-and-play modular connector |
| Motion Control | Motorized X/Z linear axes + A/T rotational axes |
| Software Platform | EasyGear v5.x (Windows-based, FDA 21 CFR Part 11 compliant audit trail optional) |
Overview
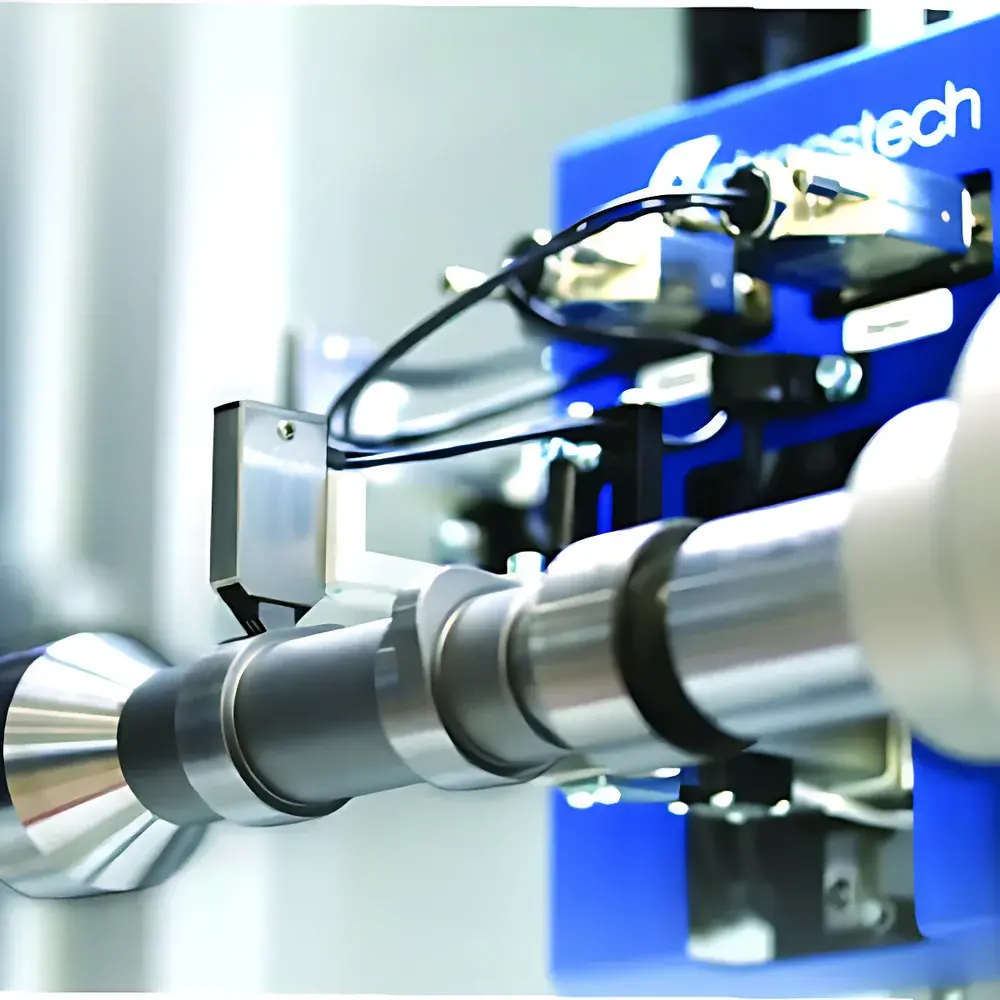
The Stresstech Rollscan 250 Barkhausen Noise Analyzer is a precision-engineered, non-destructive testing (NDT) instrument designed for the quantitative detection and characterization of surface and near-surface microstructural damage in ferromagnetic components. It operates on the physical principle of Magnetic Barkhausen Noise (MBN), which arises from irreversible domain wall jumps under controlled magnetic excitation. When a component undergoes aggressive grinding, improper heat treatment, or thermal overload, localized plastic deformation, phase transformations, or residual stress gradients alter magnetic domain mobility—generating distinct, measurable MBN signal anomalies. The Rollscan 250 captures these transient voltage pulses via high-bandwidth induction sensors, enabling objective, repeatable identification of grinding burns, tempering damage, and subsurface microcrack precursors without chemical etching, mechanical sectioning, or part destruction.
Key Features
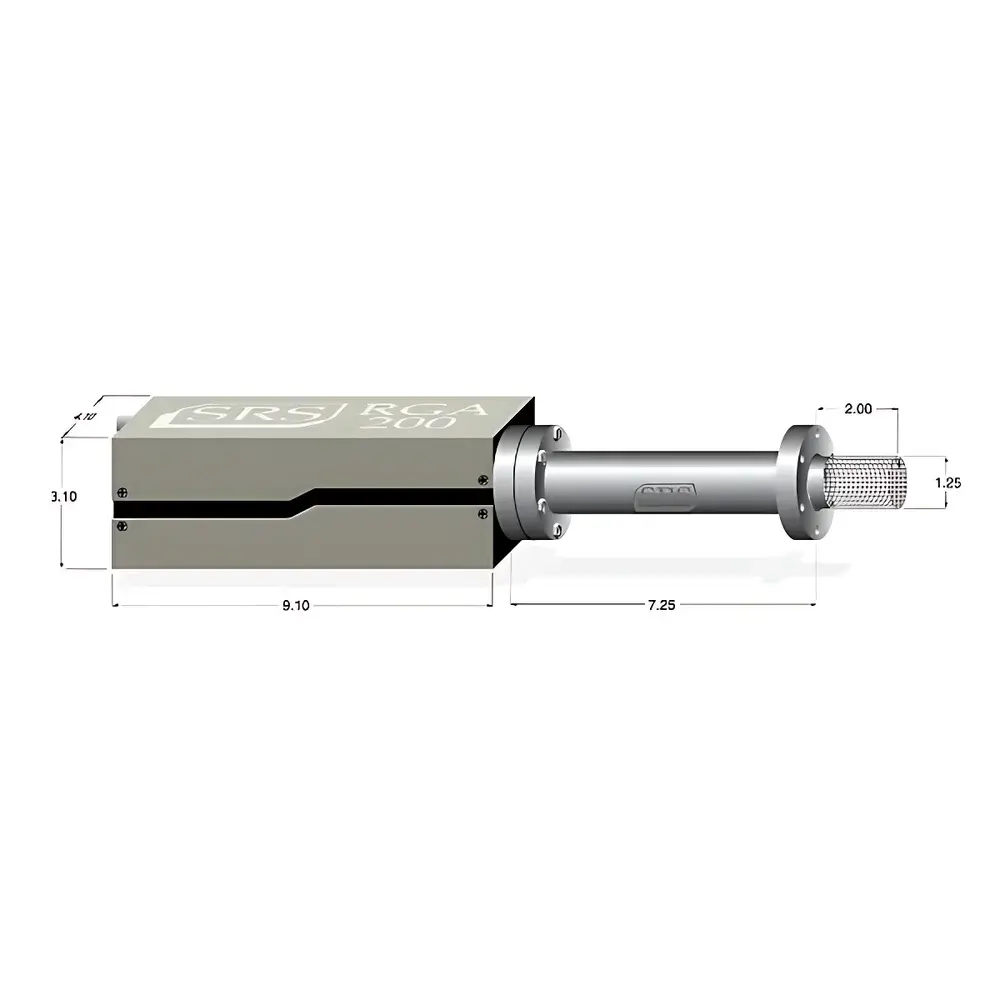
- Modular sensor architecture with plug-and-play connector interface—enables rapid sensor exchange without tools or recalibration
- Motorized multi-axis positioning system: fully automated X and Z linear translation (±100 mm travel, 1 µm resolution) coupled with A (tilt) and T (rotation) axes for complex geometry scanning
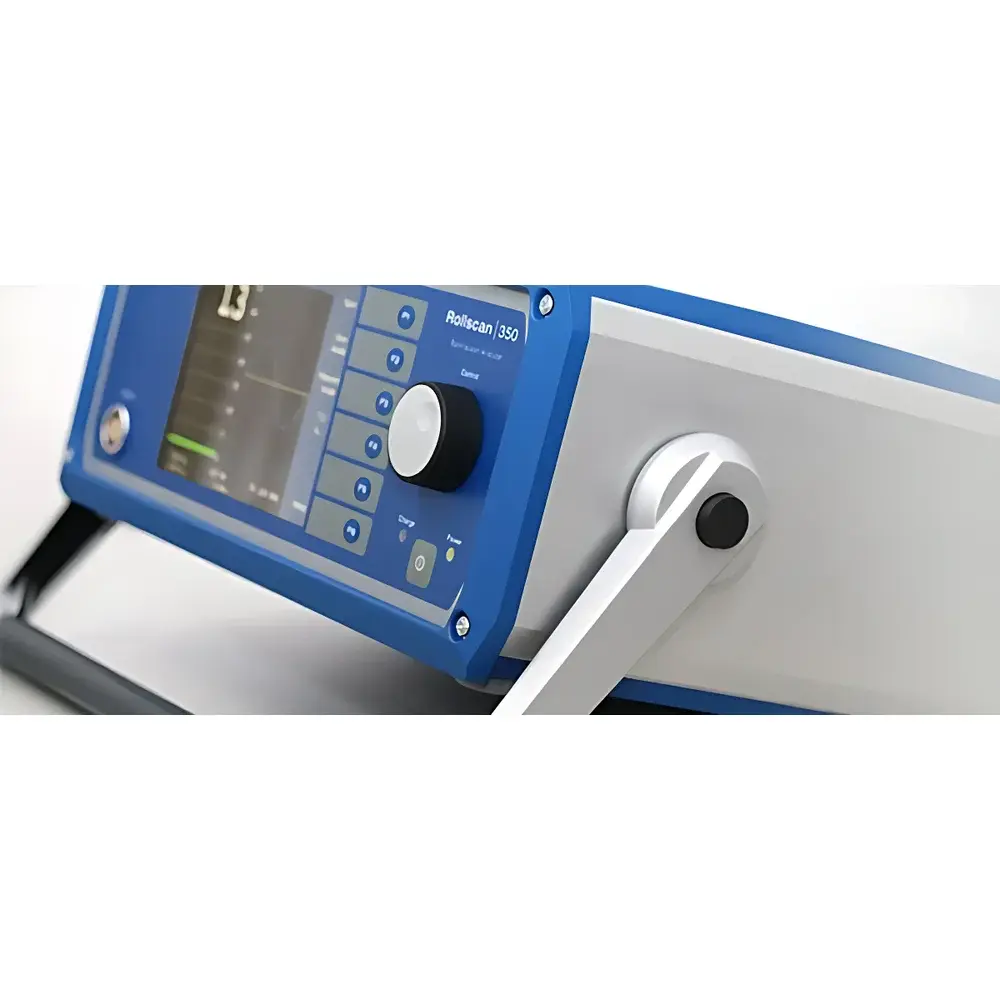
- Dedicated control panel with hardware-level safety functions: emergency stop, door interlock indicator, lamp test, measurement pause/reset, and main power cutoff
- Integrated sensor support fixture with adjustable clamping and kinematic alignment for consistent probe lift-off control (0.1–2.0 mm typical range)
- Real-time signal acquisition at up to 10 MS/s sampling rate with 16-bit ADC resolution and adaptive noise filtering
- Predefined and user-configurable alarm thresholds for amplitude, RMS, peak count, and spectral centroid—triggering visual/audible alerts and data logging flags
Sample Compatibility & Compliance
The Rollscan 250 is validated for use on hardened steels (e.g., bearing steels AISI 52100, gear steels 18CrNiMo7-6), case-hardened alloys, and martensitic stainless steels. It accommodates flat, cylindrical, conical, and gear-tooth geometries with diameters from 10 mm to 500 mm and lengths up to 1,200 mm. All measurement protocols align with internationally recognized standards governing MBN-based integrity assessment, including ASTM E3167 (Standard Guide for Barkhausen Noise Evaluation of Surface Integrity), ISO 20954 (Non-destructive testing — Magnetic Barkhausen noise testing — General principles), and EN 10327 (Steel — Guidelines for the application of MBN in production control). The system supports GLP/GMP-aligned workflows through optional 21 CFR Part 11-compliant software modules featuring electronic signatures, audit trails, and secure user role management.
Software & Data Management
Controlled exclusively by Stresstech’s EasyGear v5.x software suite, the Rollscan 250 delivers intuitive yet technically rigorous operation. The software provides synchronized motion control, real-time waveform visualization, time-domain and frequency-domain signal analysis (FFT up to 1 MHz bandwidth), and parametric mapping of MBN features across scanned surfaces. Measurement data are stored in vendor-neutral HDF5 format with embedded metadata (operator ID, timestamp, sensor calibration ID, environmental temperature, excitation parameters). Batch reporting supports customizable PDF/CSV exports compliant with internal QA documentation requirements. Optional database integration enables traceability linkage to ERP/MES systems for full production lot tracking.
Applications
- Final inspection of ground bearing races, shafts, and transmission components for grinding burn prior to assembly
- In-process verification of heat treatment cycles (e.g., tempering after quenching) to prevent over-tempering or incomplete transformation
- Root cause analysis of premature fatigue failures linked to subsurface white-layer formation
- Qualification of new grinding wheel formulations or coolant strategies via comparative MBN signature profiling
- Validation of shot peening intensity and coverage through correlated changes in MBN amplitude and spectral distribution
- Supporting AS9100 and IATF 16949-certified manufacturing audits with documented NDT procedure validation records
FAQ
What materials can be tested with the Rollscan 250?
Ferromagnetic steels only—including through-hardened, case-hardened, and precipitation-hardened grades. Austenitic stainless steels, aluminum, titanium, and non-magnetic alloys are not compatible.
Is surface preparation required before measurement?
No acid etching or metallographic polishing is needed. However, surfaces must be free of heavy oil, loose scale, or thick oxide layers that impede magnetic coupling. Light cleaning with isopropyl alcohol is recommended.
How is calibration maintained across sensor swaps?
Each sensor contains an embedded EEPROM storing its unique sensitivity coefficient and frequency response profile. The EasyGear software auto-reads this data upon connection, eliminating manual recalibration.
Can the system integrate into automated production lines?
Yes—via Ethernet/IP or Modbus TCP interfaces, the Rollscan 250 supports external PLC-triggered measurements, pass/fail result output, and real-time status monitoring within Industry 4.0 architectures.
Does the system require annual factory recalibration?
Stresstech recommends biennial verification against traceable reference standards (e.g., certified MBN test blocks per ASTM E3167 Annex A2); full recalibration is performed only if drift exceeds ±3% of full-scale signal amplitude.
Related Products
")
")

