

Stresstech GearScan Portable Gear Grinding Burn Detection System
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | GearScan |
| Measurement Principle | Barkhausen Noise Analysis (BNA) |
| Diameter Range | 5–2000 mm |
| Module Range | 1–70 |
| Measurement Time per Tooth | 2–30 s (dependent on gear geometry and surface condition) |
| Motion Control | Computer-controlled precision DC servo motor with linear bearing–guided probe positioning |
| Compliance | ISO 286, ASTM E1447, EN 10002-1, applicable to ISO/IEC 17025 accredited labs |
Overview
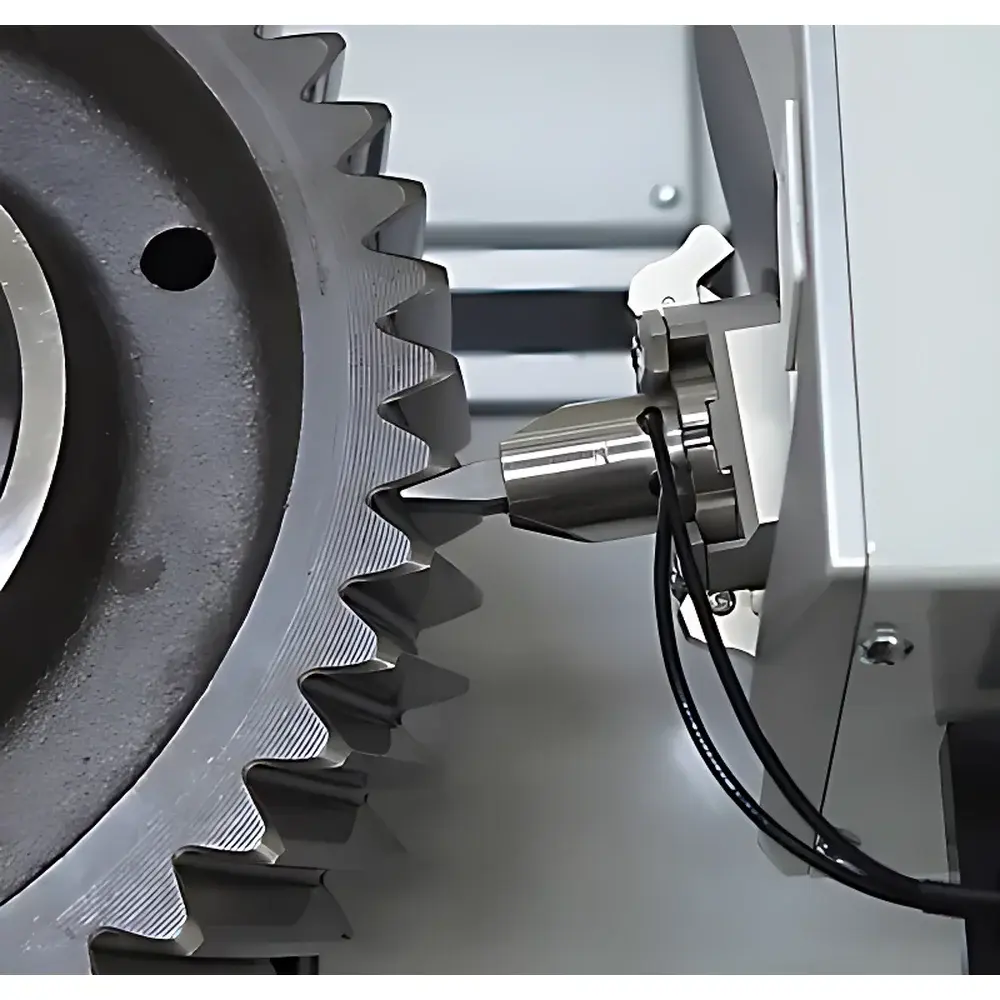
The Stresstech GearScan is a portable, non-destructive testing (NDT) system engineered for the quantitative detection and localization of grinding burn in case-hardened gears. It operates on the physical principle of Barkhausen Noise Analysis (BNA), a well-established electromagnetic method sensitive to microstructural changes—including untempered martensite, residual tensile stresses, and plastic deformation—induced during aggressive grinding operations. Unlike destructive metallographic evaluation or time-intensive etching techniques, GearScan delivers immediate, repeatable results directly on the shop floor or in quality control laboratories without part removal or surface preparation. Its design targets high-value power transmission components used in automotive transmissions, wind turbine gearboxes, aerospace actuators, and industrial reducers—where undetected grinding burn compromises fatigue life, pitting resistance, and operational reliability.
Key Features
- Real-time BNA signal acquisition with adaptive thresholding and multi-parameter signature analysis (amplitude, RMS, frequency centroid, pulse count) to distinguish between acceptable tempering, over-tempering, and untempered martensite zones
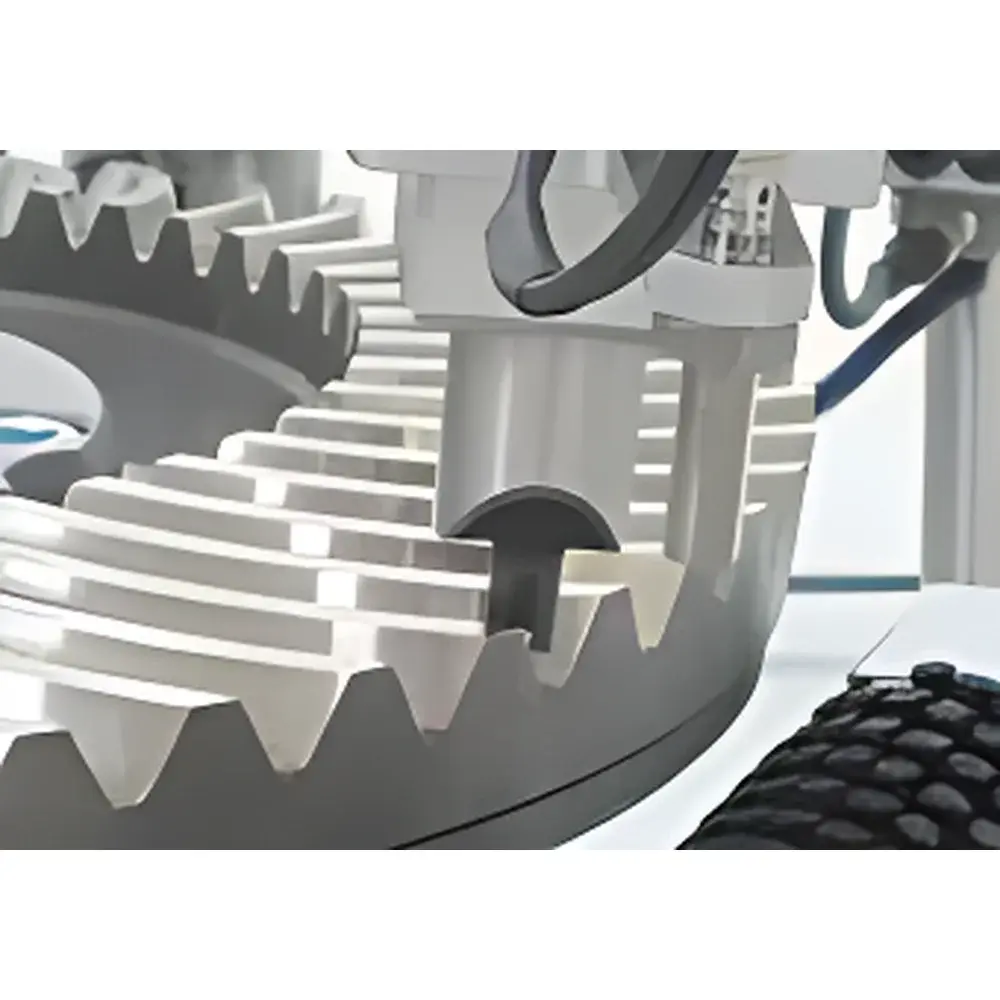
- Modular probe architecture supporting interchangeable sensor heads for spur, helical, bevel, and internal gears—optimized for tooth flank, root, and fillet regions
- Integrated motion control subsystem: computer-driven DC servo motor coupled with linear bearing–guided probe carriage ensures micron-level repeatability in scan path positioning across variable gear geometries
- Onboard calibration verification using NIST-traceable reference standards; automatic compensation for surface roughness (Ra ≤ 3.2 µm), coating thickness (up to 50 µm), and local curvature
- Ruggedized field enclosure rated IP54; battery-operated mode supports ≥4 hours continuous operation; USB-C and Ethernet interfaces for data export and remote diagnostics
- Fully compliant with ISO/IEC 17025 documentation requirements—supports audit-ready test reports with embedded metadata (operator ID, timestamp, environmental conditions, calibration status)
Sample Compatibility & Compliance
GearScan accommodates gear diameters from 5 mm to 2000 mm and module values ranging from 1 to 70, covering fine-pitch instrumentation gears through heavy-duty marine reduction gears. It is validated for use on carburized, nitrided, and induction-hardened steel substrates (e.g., 18CrNiMo7-6, 20MnCr5, AISI 4340). Surface conditions must meet minimum conductivity requirements (≥ 1.5 MS/m) and exhibit no insulating coatings exceeding 50 µm unless removed prior to inspection. The system conforms to relevant international standards including ASTM E1447 (Standard Test Method for Determining Grinding Burns in Ferromagnetic Materials Using Barkhausen Noise), ISO 286 (Geometrical product specifications – ISO code system for tolerances on linear and angular dimensions), and EN 10002-1 (Metallic materials – Tensile testing – Part 1: Method of test at ambient temperature). Data integrity complies with FDA 21 CFR Part 11 when operated with optional audit trail and electronic signature modules.
Software & Data Management
The GearScan Control Suite (v5.2+) provides intuitive workflow management—from setup wizard and probe calibration to automated tooth-by-tooth scanning and result visualization. Each measurement generates a structured XML dataset containing raw BNA waveforms, processed feature vectors, positional coordinates, and operator annotations. Reports are exportable in PDF/A-1b (archival format), CSV (for statistical process control integration), and HDF5 (for machine learning model training). Software architecture supports role-based access control, versioned configuration templates, and full traceability of all parameter modifications. Audit logs record every user action—including report generation, calibration events, and firmware updates—with SHA-256 hashing for tamper evidence. Optional integration with MES/ERP systems via RESTful API enables real-time SPC dashboarding and nonconformance escalation workflows.
Applications
- Detection of thermal damage in ground gear teeth prior to final assembly—reducing field failures and warranty claims
- Process validation of grinding parameters (wheel speed, feed rate, coolant flow) during production ramp-up or tool changeovers
- Root cause analysis of premature gear tooth fracture or micropitting in failure investigation laboratories
- Supplier qualification audits requiring objective, quantitative assessment of grinding quality consistency
- In-process monitoring in automated gear manufacturing cells with optional PLC interface (PROFINET, EtherNet/IP)
- Support for AS9100 Rev D and IATF 16949 clause 8.5.1.5 (Control of production equipment) through documented capability studies (Cp/Cpk ≥ 1.33)
FAQ
What material types can GearScan inspect?
GearScan is designed for ferromagnetic steels with hardness ≥ 45 HRC after case hardening. Non-ferrous alloys, austenitic stainless steels, and titanium are not suitable due to lack of magnetic domain activity.
Is surface preparation required before inspection?
No mechanical polishing or etching is needed. However, thick oxide layers, paint, or non-conductive coatings must be removed from the inspection zone to ensure reliable magnetic coupling.
Can GearScan integrate with existing factory automation systems?
Yes—via optional industrial communication modules supporting PROFINET, EtherNet/IP, and Modbus TCP for direct linkage to SCADA and MES platforms.
How is measurement repeatability verified?
Repeatability is confirmed using certified reference gears with known burn severity levels (traceable to Stresstech’s EU-accredited calibration lab) and documented in annual Gage R&R studies per AIAG MSA guidelines.
Does the system support regulatory compliance for medical or aerospace applications?
When deployed with validated software configuration, electronic signatures, and full audit trail enabled, GearScan meets requirements for GLP, GMP, and AS9100D traceability—subject to site-specific IQ/OQ/PQ protocols.



