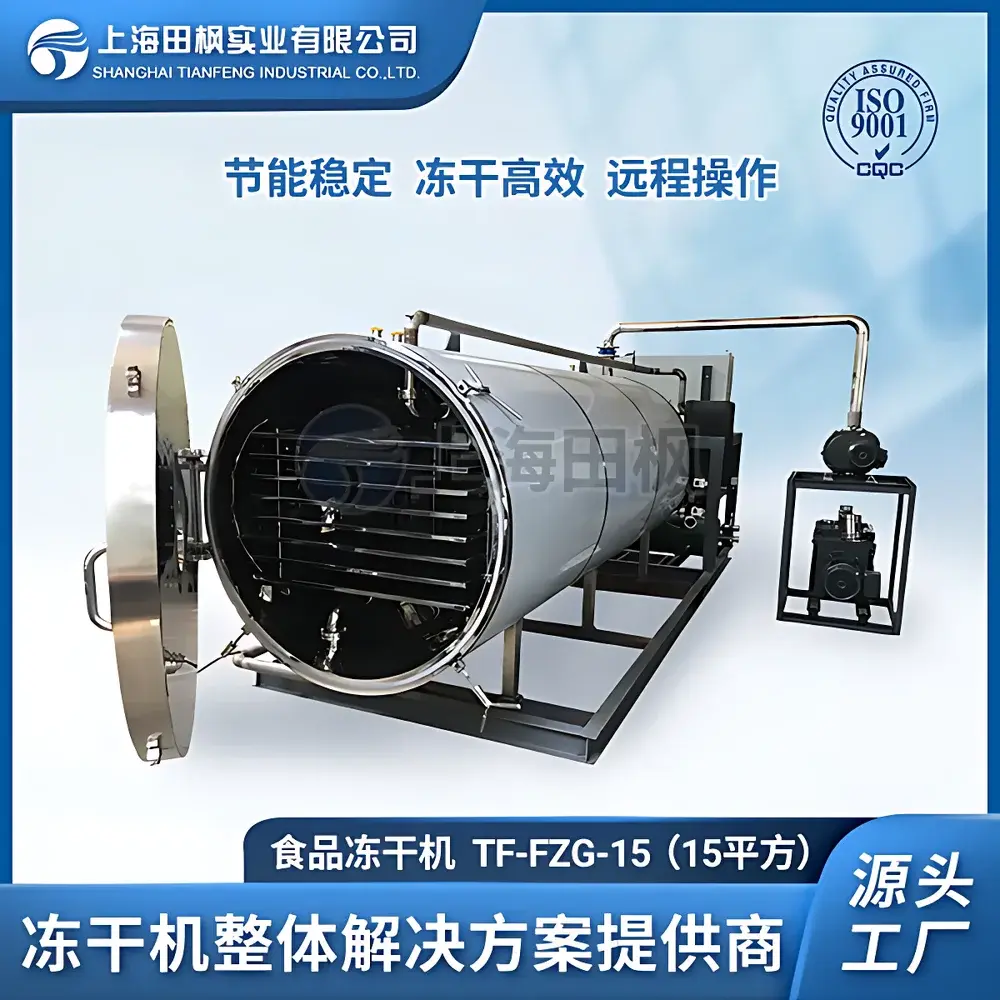


Tianfeng TF-FZG-15m² Industrial-Scale Freeze Dryer
| Brand | Tianfeng |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Product Type | Standard Shelf-Type Freeze Dryer |
| Application Scope | Production-Scale |
| Freeze-Drying Area | 15 m² |
| Ultimate Vacuum | ≤10 Pa |
| Condenser Capacity (24 h) | 200 kg |
| Condenser Temperature | ≤−35 °C |
| Main Unit Dimensions | 6.3 × 2.1 × 3.6 m |
| Shelf Temperature Range | −30 °C to +80 °C |
| Shelf Uniformity | ±1 °C |
| Cooling Water Requirement | ≤25 °C, 10 T/h |
| Total Power Consumption | 50 kW |
| Ambient Operating Temperature | 5 °C to 30 °C |
| Relative Humidity Limit | <75% |
| Defrost Method | Spray + Flood Water Defrost |
| Control System | Omron PLC with Auto/Manual Mode, Multi-Recipe Storage, Real-Time Parameter Adjustment & Step Jump Function |
| Structural Design | Integrated Chamber-Cold Trap (Front Chamber / Rear Trap), GMP-Compliant 304 Stainless Steel Construction, Mirror-Polished Interior, Cleanable No-Dead-Angle Geometry |
| Shelf Options | Customizable Aluminum Extrusion or 304 Stainless Steel Sheets |
| Refrigeration System | High-Performance Imported Components |
| Vacuum System | ULVAC (Edwards) Technology-Based High-Vacuum Pump Set |
| Certification | ISO 9001:2000 Certified Manufacturing |
Overview
The Tianfeng TF-FZG-15m² Industrial-Scale Freeze Dryer is a GMP-aligned, production-grade lyophilization system engineered for high-throughput, thermally sensitive food and bioproduct processing—including edible fungi (e.g., shiitake mushrooms), probiotic cultures, fruit and vegetable powders, pet nutrition formulations, soup concentrates, functional health ingredients, and traditional Chinese herbal extracts. It operates on the fundamental principle of sublimation: frozen water in the product matrix is removed directly from solid to vapor phase under controlled low-pressure (≤10 Pa) and low-temperature (≤−35 °C condenser) conditions, preserving structural integrity, enzymatic activity, volatile compounds, and nutritional bioavailability far more effectively than conventional thermal drying methods. Designed for continuous batch operation in food manufacturing environments, the unit integrates chamber and cold trap into a single compact architecture—minimizing footprint while maximizing heat transfer efficiency and vacuum stability across its 15 m² effective shelf area.
Key Features
- GMP-compliant construction: Entire drying chamber and shelves fabricated from electropolished AISI 304 stainless steel; internal surfaces mirror-finished to Ra ≤0.4 µm for full cleanability and microbial control.
- Integrated front-chamber/rear-trap configuration with large-diameter observation window and built-in LED illumination—enabling real-time visual monitoring without vacuum break.
- Customizable shelf systems: Optional aluminum extrusion shelves (high thermal conductivity, precision-machined flatness) or 304 stainless steel shelves (laser-cut, brushed finish, NSF-compatible surface geometry).
- High-efficiency condenser: Sanitary stainless steel coil assembly with ≥200 kg/24 h ice capture capacity at ≤−35 °C; available in monolithic or modular configurations per client utility constraints.
- Robust refrigeration architecture: Compressor train assembled from globally certified components (e.g., Bitzer, Danfoss); achieves rapid shelf cooldown (<60 min from ambient to −30 °C) and stable temperature hold (±1 °C uniformity across full shelf surface).
- ULVAC-derived vacuum system: Dual-stage oil-sealed rotary vane pumps combined with optional cold trap pre-pumping—ensuring repeatable ultimate vacuum ≤10 Pa with minimal hydrocarbon backstreaming.
- Omron CP1E-N60 PLC-based control platform: Supports up to 99 programmable drying cycles; enables live parameter override, step jumping, and recipe modification during active drying—critical for process optimization of heterogeneous food matrices.
Sample Compatibility & Compliance
The TF-FZG-15 accommodates diverse physical forms including bulk trays (up to 50 mm depth), stacked stainless steel pans, and custom silicone molds—suitable for whole mushrooms, sliced vegetables, fermented dairy pastes, probiotic suspensions, and viscous herbal decoctions. All wetted surfaces meet FDA 21 CFR Part 11–ready data logging requirements when paired with optional audit trail firmware. The system’s design conforms to ISO 22000 food safety management principles and aligns with key sections of EU Annex 1 (sterile processing environments) and USP Lyophilization guidelines for stability-critical products. Documentation packages include FAT/SAT protocols, material traceability certificates (EN 10204 3.1), and IQ/OQ validation templates compliant with GLP and GMP laboratory infrastructure standards.
Software & Data Management
The embedded Omron PLC logs all critical process variables—including shelf temperature (PT100 RTD), chamber pressure (capacitance manometer), condenser temperature, vacuum pump status, and cooling water flow—at user-defined intervals (1–60 sec). Raw data exports to CSV via USB or Ethernet; optional OPC UA integration supports connection to MES/SCADA platforms (e.g., Siemens SIMATIC IT, Rockwell FactoryTalk). Electronic signatures, user-level access control (admin/operator/technician), and immutable event logs satisfy FDA 21 CFR Part 11 compliance for regulated food ingredient manufacturing. Historical trend analysis tools enable correlation between primary drying rate, residual moisture content (validated by Karl Fischer titration), and final product reconstitution time.
Applications
This freeze dryer serves as a scalable bridge between pilot-scale R&D and commercial production for food developers requiring shelf-stable, label-clean, and functionally intact outputs. Key validated use cases include: long-term stabilization of lactic acid bacteria (Lactobacillus spp., Bifidobacterium spp.) in powder form without cryoprotectant overload; retention of polysaccharide conformation and β-glucan immunomodulatory activity in shiitake mushroom extracts; preservation of anthocyanins and ascorbic acid in berry purees; production of instant soup bases with intact umami peptides and volatile aroma profiles; and low-oxygen, low-moisture encapsulation of botanical actives for nutraceutical tablets. Its thermal inertia and pressure ramp fidelity also support DOE-driven optimization of primary drying endpoints using PAT principles.
FAQ
Is this system suitable for cGMP pharmaceutical applications?
While engineered to GMP food-grade standards, pharmaceutical-grade qualification requires additional validation (e.g., sterilization cycle mapping, HEPA-filtered nitrogen backfill, Class C cleanroom integration) and optional upgrades—contact engineering support for configurable compliance pathways.
Can shelf temperature be ramped independently per zone?
No—this model features uniform shelf temperature control across all 15 m²; zonal control is available only on the TF-FZG-30+ series with segmented heating circuits.
What utilities are required for installation?
Three-phase 380 VAC ±10%, 50 Hz, 50 kW supply; chilled water at ≤25 °C, 10 T/h flow rate; compressed air (6–7 bar, oil-free); and dedicated exhaust ducting for defrost vapor removal.
Does the system include IQ/OQ documentation support?
Yes—standard delivery includes FAT report, material certifications, electrical schematics, and editable IQ/OQ templates aligned with ISO/IEC 17025 and ASTM E2500 frameworks.
How is maintenance access designed for long-term reliability?
Front-access service panels, modular refrigeration skids, and plug-and-play sensor harnesses reduce mean time to repair (MTTR) to <2 hours for common interventions; preventive maintenance schedule provided per ISO 13374 condition monitoring guidelines.



