
QATM Qcut 250 A (Brillant 240) Semi-Automatic Wet Abrasive Cutting Machine
| Brand | QATM |
|---|---|
| Origin | Germany |
| Model | Qcut 250 A (formerly ATM Brillant 240) |
| Cutting Wheel Diameter | Up to 254 mm (10") |
| Max Sample Diameter | 95 mm |
| X-Axis Travel | 225 mm (Automatic & Manual) |
| Y-Axis Travel | 170 mm (Manual) |
| Z-Axis Travel | 120 mm (Optional Automatic) |
| Z-Axis Positioning Accuracy | 0.1 mm |
| Stage Dimensions (w × d) | 380 × 270 mm (without Z-axis), 300 × 270 mm (with Z-axis) |
| T-Slot Width | 12 mm |
| Power Supply | 5.5 kVA |
| Rated Power | 3 kW (S1), 4 kW (S3/60%) |
| Motor Speed | 3015 rpm (50 Hz), 3100 rpm (60 Hz) |
| Dimensions (W × H × D) | 925 × 676 × 756 mm |
| Weight | ~130 kg |
| Application | Metallographic Sample Preparation |
Overview
The QATM Qcut 250 A (formerly ATM Brillant 240) is a semi-automatic wet abrasive cutting machine engineered for precision metallographic sample preparation in research laboratories, quality control departments, and accredited testing facilities. It operates on the principle of controlled mechanical abrasion using diamond- or silicon carbide-impregnated wheels under continuous coolant flow—ensuring thermal stability, minimal deformation, and reproducible cut geometry. Designed for high-reliability routine sectioning of metallic, ceramic, and composite specimens, the system bridges the operational flexibility of manual machines with the repeatability and process control of fully automated systems. Its modular architecture supports both rapid single-sample sectioning and programmable multi-step cutting sequences—making it suitable for ISO 148-1, ASTM E3, and EN ISO 643-compliant microstructural analysis workflows.
Key Features
- Semi-automatic operation combining manual dexterity and programmable automation: Y-axis positioning via ergonomic handwheel; X-axis driven by servo-controlled motor with force-dependent feed rate adaptation.
- Electro-mechanical braking integrated into the operating lever enables precise, single-hand vertical positioning and immediate wheel stop—enhancing operator safety and cut repeatability.
- 7-inch full-color touchscreen interface with QATM’s intuitive user software provides guided workflow navigation, real-time status feedback, and context-sensitive help—reducing training time and minimizing procedural errors.
- Adjustable user information system schedules preventive maintenance tasks (e.g., coolant replacement, blade wear monitoring) and logs service intervals compliant with GLP/GMP documentation requirements.
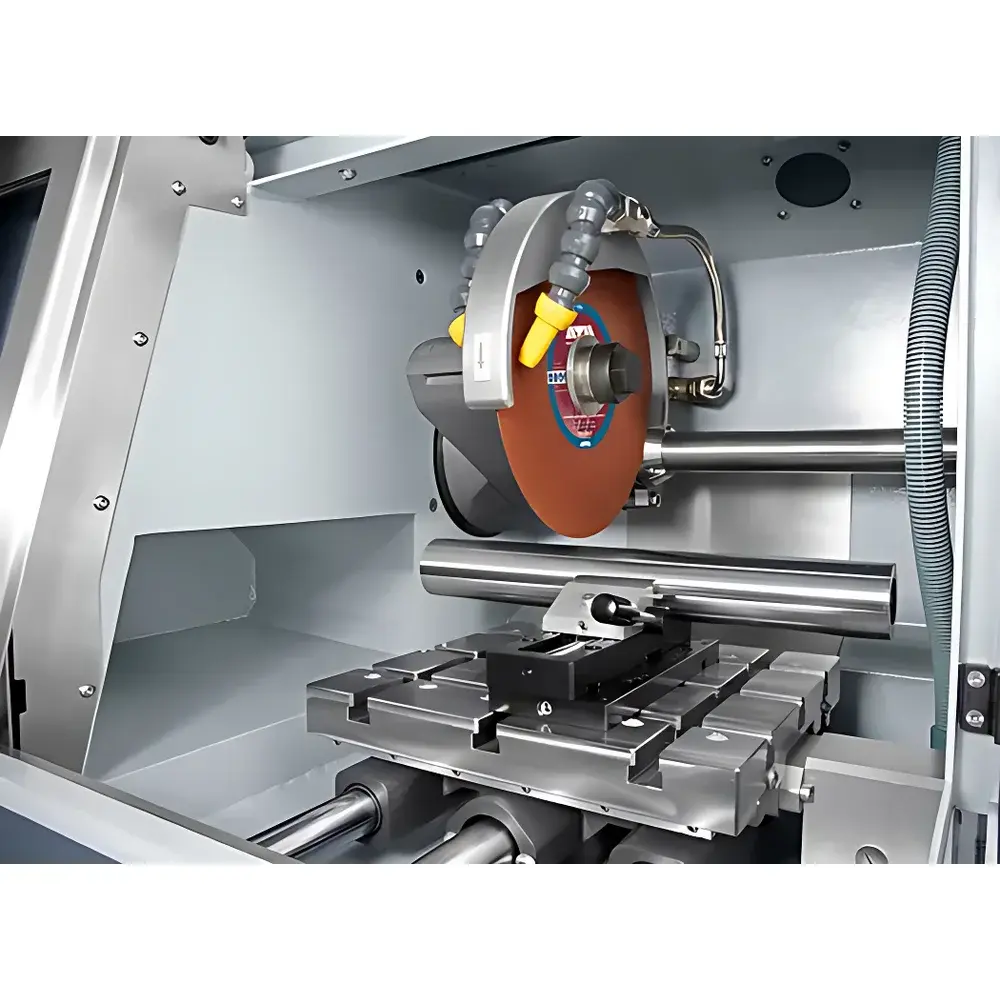
- Optimized cutting chamber with dual-side openings accommodates elongated specimens up to 95 mm in diameter; LED illumination ensures clear visibility during cutting sequence execution.
- Compatible with QATM’s Quick-Clamp System—enabling tool-free fixture exchange in a single motion—significantly reducing setup time between dissimilar sample geometries.
- Optional automatic cross-stage enables sequential multi-position cutting, supporting standardized specimen arrays for batch processing in accordance with ASTM E112 grain size analysis protocols.
Sample Compatibility & Compliance
The Qcut 250 A accepts a broad range of conductive and non-conductive materials including ferrous and non-ferrous alloys, sintered metals, hardmetals, ceramics, and polymer composites. Its wet-cutting configuration meets ISO 148-1:2016 (Charpy impact test specimen preparation), ASTM E3-22 (Standard Guide for Preparation of Metallographic Specimens), and EN ISO 643:2021 (Steel—Micrographic determination of ferrite or austenite content). The machine’s sealed coolant circuit and splash-guard design comply with IEC 61000-6-2/6-4 electromagnetic compatibility standards and support integration into ISO/IEC 17025-accredited laboratories requiring documented traceability of sample preparation conditions.
Software & Data Management
The embedded QATM user interface supports full parameter logging—including feed speed, cut depth, coolant flow status, and cycle timestamps—for each executed operation. Exportable CSV reports facilitate audit-ready documentation aligned with FDA 21 CFR Part 11 requirements when paired with external LIMS or ELN systems. Firmware updates are delivered via USB or network interface, ensuring long-term compliance with evolving regulatory expectations. All user actions—including mode switches, emergency stops, and maintenance acknowledgments—are recorded with timestamped audit trails.
Applications
- Routine sectioning of tensile bars, weld coupons, and castings prior to mounting and polishing.
- Preparation of specimens for hardness testing (Vickers, Rockwell, Brinell) per ASTM E10, E18, and E92.
- Cutting of heat-affected zones (HAZ) in welded joints for microstructure evaluation per AWS D1.1.
- Production of thin-section samples for SEM-EDS or TEM lamella preparation.
- High-volume batch sectioning in foundry QA labs where throughput and dimensional consistency are critical.
FAQ
What types of cutting wheels are compatible with the Qcut 250 A?
Standard 254 mm (10″) diamond or silicon carbide abrasive wheels with ISO 4024-compliant flanges and arbor diameters of 32 mm are supported. Wheel selection must be matched to material hardness and required surface finish per ASTM B600 guidelines.
Is the machine suitable for unattended overnight operation?
No—this is a semi-automatic system requiring operator presence during setup, clamping, and initial cut initiation. It does not support fully autonomous multi-cycle runs without manual intervention between stages.
Can the Qcut 250 A be integrated into a laboratory network for remote diagnostics?
Yes—via optional Ethernet module (QATM NetLink), enabling remote firmware updates, diagnostic log retrieval, and basic status monitoring through secure HTTP-based APIs.
Does the system meet CE and UL safety certification requirements?
Yes—the Qcut 250 A carries CE marking per Machinery Directive 2006/42/EC and complies with UL 61010-1:2012 for electrical safety in laboratory equipment.
What maintenance intervals are recommended for the coolant system?
Coolant level and pH should be verified before each shift; full coolant replacement is advised every 200 operating hours or quarterly—whichever occurs first—to maintain corrosion inhibition and filtration efficiency.



