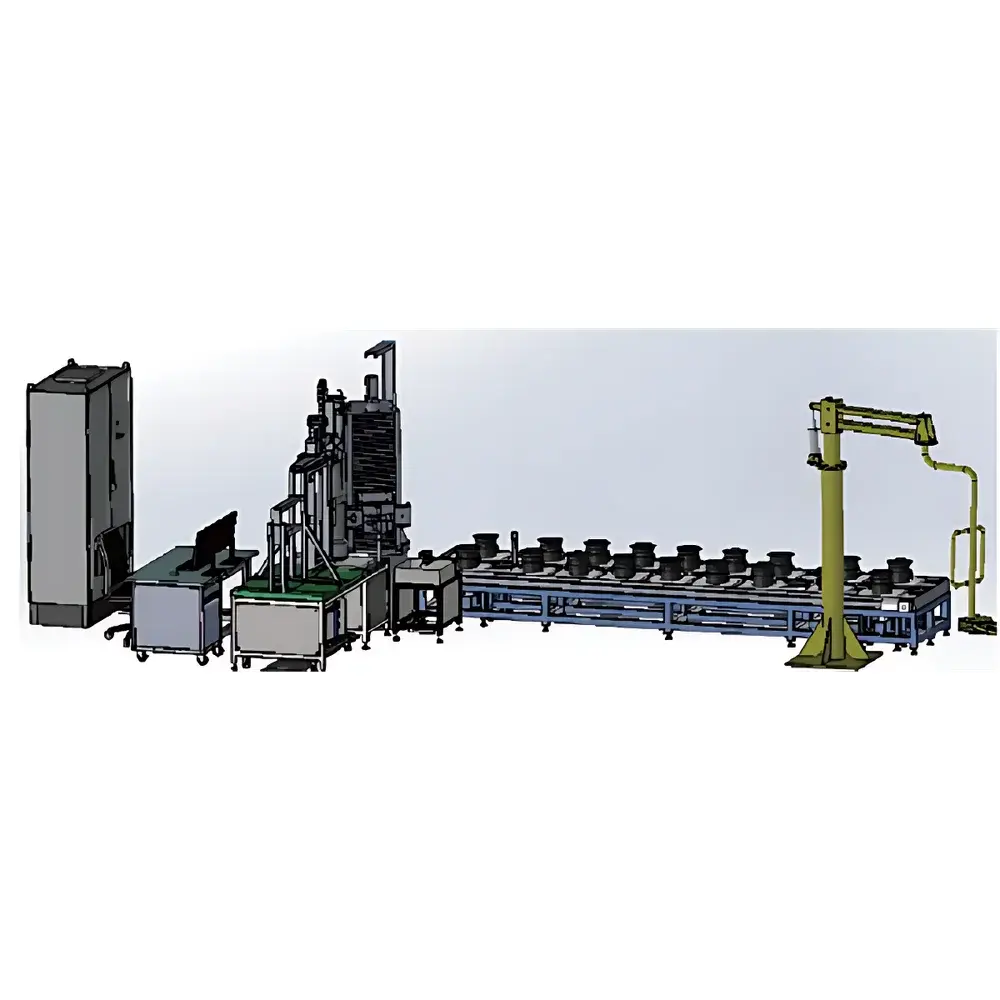
Olympus Automated Ultrasonic Testing (AUT) Production Line for Complex Forged Components
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Regional Category | Domestic (PRC) |
| Model | Custom-Engineered AUT Line |
| Pricing | Available Upon Request |
| Application Domain | Defense Ordnance & High-Performance Forged Components |
Overview
The Olympus Automated Ultrasonic Testing (AUT) Production Line for Complex Forged Components is an integrated non-destructive evaluation (NDE) system engineered for high-reliability inspection of safety-critical forged parts—particularly artillery projectiles, missile casings, and high-strength pressure vessels. Built upon phased array ultrasonic testing (PAUT) and time-of-flight diffraction (TOFD) principles, the system delivers volumetric defect characterization—including internal porosity, inclusions, forging laps, and axial/radial cracks—with full immersion or semi-automated scanning configurations. Its modular architecture supports multi-axis robotic manipulation, real-time A/B/C-scan synthesis, and synchronized encoder-based positional tracking to ensure repeatable coverage of geometrically intricate surfaces such as tapered barrels, shoulder transitions, and multi-radius contours.
Key Features
- Multi-channel PAUT/TOFD acquisition with up to 128 active elements per probe group, enabling dynamic focusing and steering across variable curvature geometries
- Customizable robotic scanning gantry with ±0.1 mm positional repeatability and programmable trajectory generation for complex 3D part profiles
- High-speed data acquisition at ≥100 MHz sampling rate, supporting full matrix capture (FMC) and total focusing method (TFM) post-processing
- Integrated water-coupled immersion tank or dry-coupled wedge systems, compliant with ASTM E273 and ISO 16810 standards for longitudinal wave transmission
- Ruggedized industrial PC with deterministic real-time OS, dual SSD RAID storage, and redundant power supply for continuous line integration
- Pre-calibrated reference standards traceable to NIST and CNAS-accredited calibration labs, including notched shims, side-drilled holes (SDH), and flat-bottomed hole (FBH) blocks per ASME BPVC Section V, Article 4
Sample Compatibility & Compliance
The system accommodates forged components ranging from Ø50 mm to Ø600 mm in diameter and up to 2,500 mm in length, with wall thicknesses from 12 mm to 120 mm. It accepts both ferrous (e.g., 4340, 300M, D6AC steels) and non-ferrous (e.g., Ti-6Al-4V, Inconel 718) alloys commonly used in defense ordnance applications. All inspection protocols adhere to MIL-STD-2132 (Ultrasonic Inspection of Forged Steel Parts), ASTM E127 (Standard Practice for Fabricating and Checking Aluminum Alloy Reference Blocks), and ISO 2400 (Ultrasonic Testing — Calibration Block for Immersion Technique). The hardware and software architecture support GLP/GMP-aligned audit trails, electronic signatures, and 21 CFR Part 11-compliant data integrity controls when deployed in regulated manufacturing environments.
Software & Data Management
Control and analysis are performed using Olympus NDT’s EPOCH 650-based OmniScan MX2 platform with custom-developed production-line firmware. The software provides automated scan plan generation from CAD models (STEP/IGES import), real-time flaw sizing per ASTM E2373, and configurable pass/fail logic based on user-defined amplitude thresholds, depth gating, and signal-to-noise ratio (SNR) filters. All raw RF data, encoded position logs, and processed C-scan images are stored in vendor-neutral .udx format compliant with ISO/IEC 11179 metadata standards. Export options include PDF inspection reports with embedded traceable calibration records, CSV defect listings for SPC analysis, and XML datasets compatible with enterprise MES/QMS platforms (e.g., Siemens Opcenter, ETQ Reliance).
Applications
- Full-volume inspection of artillery projectile bodies for subsurface discontinuities prior to heat treatment and final machining
- In-process verification of closed-die forged components during multi-stage production to prevent costly rework or scrap
- Periodic in-service inspection of refurbished ordnance casings under depot-level maintenance programs
- Qualification testing of new alloy forgings for ballistic performance certification per NATO AEP-97 and STANAG 4569 Level 4 requirements
- Root cause analysis of field failures via retrospective ultrasonic reconstruction using archived FMC datasets
FAQ
Does this system support both manual and fully automated operation modes?
Yes—the line can operate in standalone manual mode for engineering validation or transition seamlessly into fully automated production mode with PLC synchronization via Profinet or EtherNet/IP.
What calibration standards are included with initial commissioning?
A complete set of ASME Section V-compliant reference blocks (notch, SDH, FBH) calibrated by a CNAS-accredited lab, plus documented transducer sensitivity verification reports.
Can the system interface with existing factory MES or ERP systems?
Yes—through standardized OPC UA server integration and configurable RESTful API endpoints for bidirectional data exchange.
Is operator training and NDT Level II certification support provided?
Olympus-certified instructors deliver on-site training aligned with ISO 9712 requirements, including practical examination and documentation for employer-based certification endorsement.
What is the typical lead time for site-specific configuration and FAT?
From order confirmation: 14–18 weeks for mechanical integration, software customization, and Factory Acceptance Testing at Olympus’ Shanghai application center.



