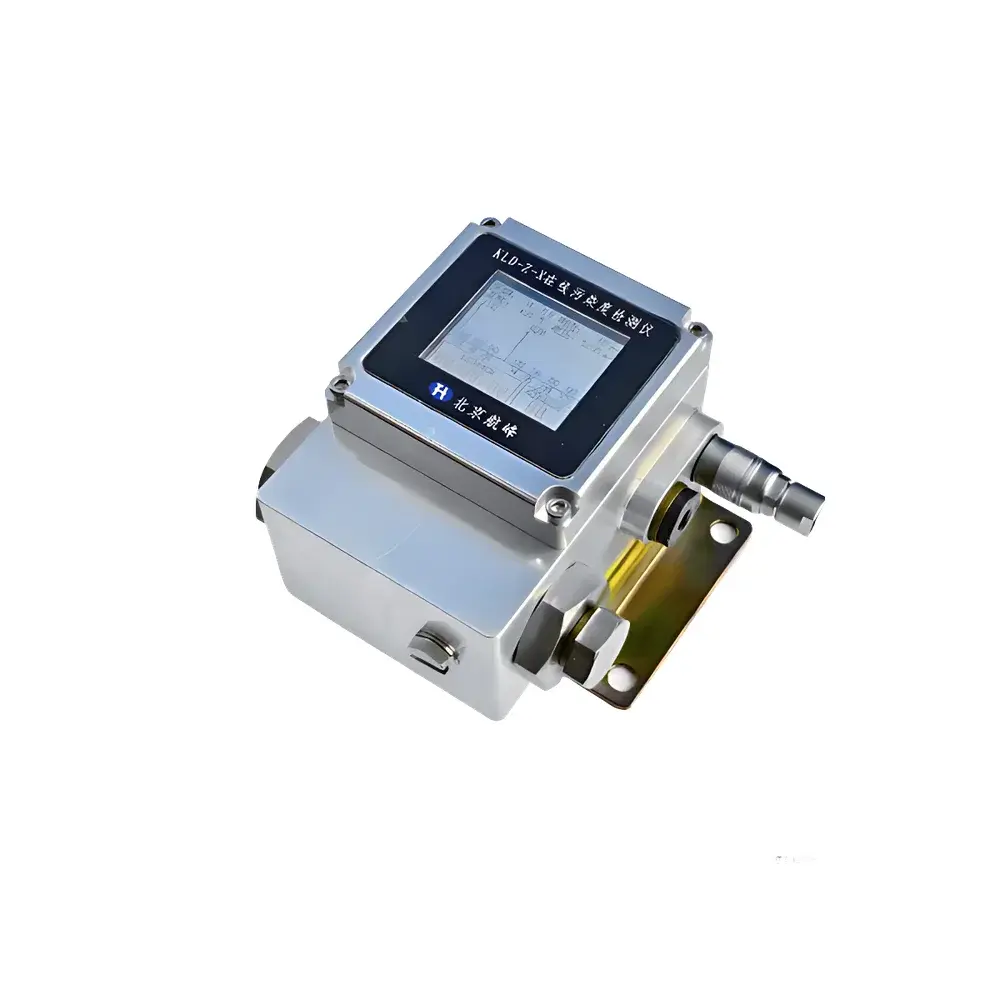

Beijing Hangfeng KLD-Z-X Online Oil Contamination Monitor
| Brand | Beijing Hangfeng |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Model | KLD-Z-X |
| Detection Parameter | Particulate Contamination (Solid Particle Count) |
| Flow Range | 50–300 mL/min |
| Weight | 538 g (with display) |
| Power Supply | DC 12–24 V (ripple <30 mVp-p) |
| Dimensions | 94 × 87 × 46 mm |
| Operating Temperature | −20 °C to +60 °C |
| Media Temperature | −20 °C to +80 °C |
| Pressure Range | 3–30 MPa (high-pressure channel) / 0.3–3 MPa (low-pressure channel) |
| Humidity | 20–85% RH (operating, non-condensing) |
| Communication Interface | RS485 / RS232 |
| Repeatability | ±0.5 ISO contamination code |
| Channel Configuration | 4-channel or 6-channel (field-configurable) |
| Thread Specification | M10×1 mm |
Overview
The Beijing Hangfeng KLD-Z-X Online Oil Contamination Monitor is an industrial-grade, real-time particulate monitoring system engineered for continuous in-line assessment of solid particle contamination in hydraulic and lubricating oil circuits. Based on laser light extinction (LLE) principle, the instrument detects and quantifies suspended particles within the fluid stream—typically ranging from 4 µm(c) to 40 µm(c) or wider, depending on sensor calibration and optical configuration—without requiring sample extraction or offline preparation. Its compact, low-intrusion design enables direct integration into pressurized oil lines, delivering immediate feedback on contamination dynamics during machine operation. This capability supports predictive maintenance strategies by identifying abnormal particle generation trends before component wear escalates into catastrophic failure. The device complies with core principles outlined in ISO 4406:2017 (fluid cleanliness coding), ISO 11171 (calibration standard for particle counters), and ASTM D7647 (standard practice for counting particles in hydraulic fluids).
Key Features
- Laser-based particle detection with high signal-to-noise ratio and minimal drift over extended operation
- Real-time response: Full contamination report generated within ≤6 seconds per measurement cycle
- Simultaneous display of multiple contamination codes—including ISO 4406 and NAS 1638—on integrated LCD screen (user-selectable)
- Modular channel architecture supporting either 4-channel or 6-channel configurations for multi-point system monitoring
- Low-flow design (50–300 mL/min) ensures negligible pressure drop and zero operational interference with host hydraulic systems
- Ruggedized housing with IP65-rated enclosure; M10×1 mm stainless-steel process connection for secure, leak-tight installation
- Wide operating pressure range: 0.3–3 MPa (low-pressure circuits) and 3–30 MPa (high-pressure servo/hydraulic systems)
- DC-powered (12–24 V) with ultra-low ripple tolerance (<30 mVp-p), compatible with industrial power supplies and uninterruptible backup sources
Sample Compatibility & Compliance
The KLD-Z-X is validated for use with mineral-based, synthetic, and biodegradable hydraulic oils and lubricants meeting ISO VG 10–68 viscosity grades. It accommodates fluid temperatures from −20 °C to +80 °C and operates reliably across ambient conditions of −20 °C to +60 °C. Relative humidity tolerance spans 20–85% RH (non-condensing) during operation and up to 98% RH during storage. All firmware and hardware components conform to CE electromagnetic compatibility (EMC) directives and RoHS 2011/65/EU material restrictions. Data integrity meets foundational requirements for GLP-compliant environments when paired with audit-trail-enabled software; while not inherently 21 CFR Part 11 compliant, its RS485/RS232 interface supports integration into validated SCADA or CMMS platforms that enforce electronic signature and data retention policies.
Software & Data Management
Supplied with Windows-compatible desktop software via included CD-ROM, the KLD-Z-X enables time-stamped data logging, trend visualization, threshold-based alarm configuration, and export to CSV or PDF formats. Raw serial output (ASCII protocol) permits custom integration with PLCs, HMIs, or cloud-based IIoT platforms using Modbus RTU over RS485. Firmware updates are performed via UART interface; version history and calibration logs are retained onboard. Optional thermal printer module (sold separately) supports on-site hardcopy reporting with embedded ISO/NAS codes and timestamps—ideal for shift handover documentation or field service records.
Applications
- Condition-based monitoring of turbine lube oil systems in power generation plants
- Real-time cleanliness verification in aerospace hydraulic test benches and ground support equipment
- Preventive maintenance of mobile hydraulic systems in mining, construction, and agricultural machinery
- Quality assurance during offline oil reclamation and filtration processes
- Baseline contamination profiling during commissioning of new hydraulic installations
- Supporting ISO 14644-9 cleanroom-compatible fluid handling protocols in semiconductor manufacturing tooling
FAQ
Does the KLD-Z-X require periodic recalibration?
Yes—annual recalibration against NIST-traceable reference standards (e.g., ISO MTD or ACFTD suspensions) is recommended to maintain ISO 4406 reporting accuracy. Field verification using certified check particles may be performed quarterly.
Can it detect water or air bubbles?
No—the KLD-Z-X is optimized exclusively for solid particulate counting via light extinction. Water droplets and entrained air may cause false positives and should be excluded upstream using coalescing filters or degassing modules.
Is the device suitable for explosive atmospheres?
Not intrinsically safe by default. For Zone 1/21 applications, it must be installed within an ATEX-certified barrier enclosure or used with explosion-proof conduit systems per IEC 60079-14 guidelines.
What is the minimum detectable particle size?
The standard configuration reports particles ≥4 µm(c) as defined in ISO 4406:2017. Alternate optical modules supporting ≥2 µm(c) detection are available upon request, subject to fluid clarity and refractive index constraints.
How is sensor fouling mitigated during long-term deployment?
The flow path incorporates a self-cleaning geometry and optional ultrasonic transducer kit (accessory) to minimize deposition on optical windows. Recommended maintenance interval is every 500 operational hours or per OEM oil analysis schedule.




