


HUXI HXLG-12-50B Standard Benchtop Freeze Dryer
| Brand | HUXI |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Equipment Type | Standard Shelf-Type Freeze Dryer |
| Application Scope | Laboratory Use |
| Lyophilization Area | 0.12 m² |
| Ultimate Vacuum | 2 Pa |
| Condensate Capacity (per batch) | 4 kg/24 h |
| Cold Trap Temperature | −60 °C |
| Main Unit Dimensions | 685 × 560 × 760 mm |
| Power Supply | AC 220 V, 50 Hz, 25 A |
| Total Power Consumption | 1050 W |
| Net Weight | 100 kg |
| Ambient Operating Temperature | ≤30 °C |
| Noise Level | ≤55 dB(A) |
| Chamber Material | Aerospace-Grade Acrylic (Pressure- & Low-Temperature Resistant) |
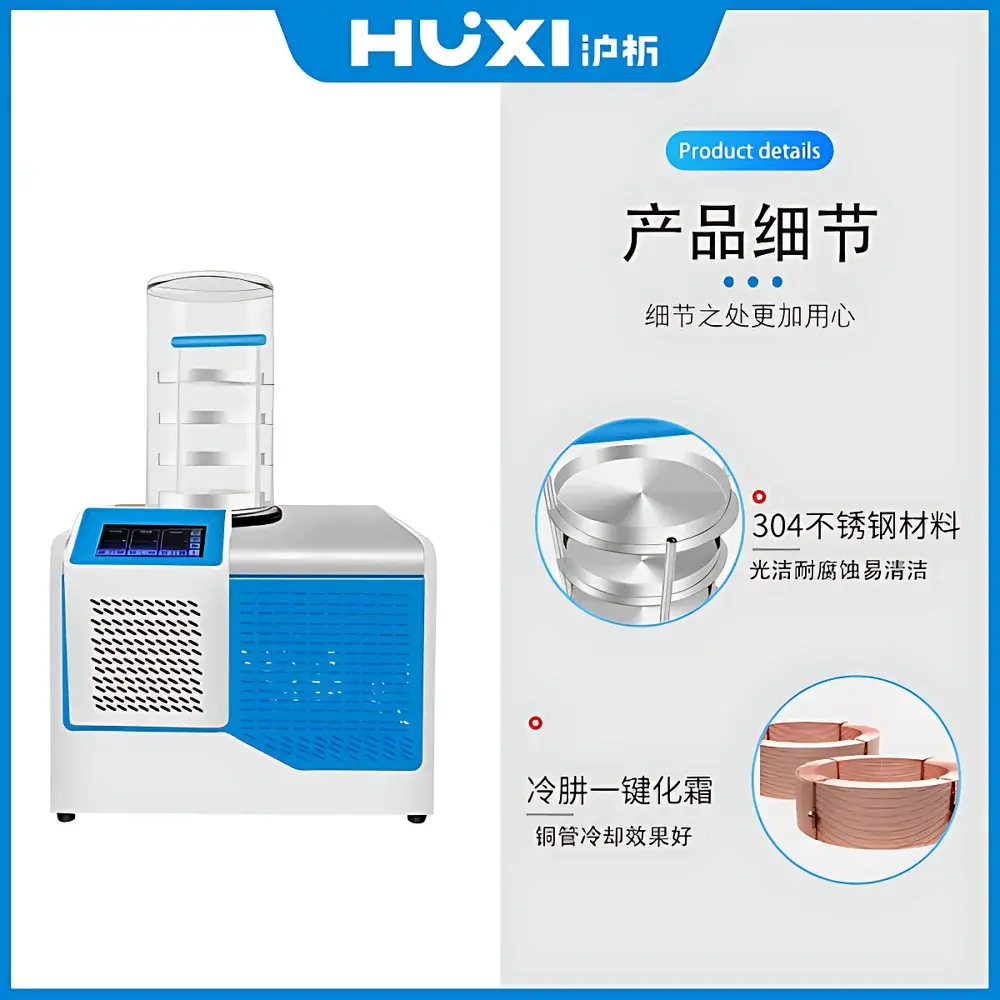
| Cold Trap Material | 304 Stainless Steel (Coil-Free Interior) |
| Control Interface | Color Touchscreen with Lock Function |
| Data Logging | Real-Time Vacuum, Cold Trap Temp, and Sample Temp |
| Pre-freezing Capability | Integrated Cold Trap Pre-cooling (No External Ultra-Low Freezer Required) |
| Vacuum Connection | KF25 Quick-Release Flange |
| Defrost Mode | One-Touch Automatic Defrost |
| Refrigeration System | Sealed Imported Compressor with Eco-Friendly Mixed Refrigerant |
Overview
The HUXI HXLG-12-50B is a standard benchtop freeze dryer engineered for reproducible, small-scale lyophilization in academic research laboratories, pharmaceutical development units, and quality control environments. It operates on the principle of sublimation-based dehydration: aqueous samples are first frozen solid at low temperature, then subjected to high vacuum to allow ice to transition directly from solid to vapor phase without passing through liquid—preserving structural integrity, enzymatic activity, and immunogenic conformation of thermolabile biomolecules. Designed for routine use under GLP-aligned workflows, the system integrates mechanical refrigeration, vacuum control, and real-time thermal monitoring into a compact, self-contained architecture compliant with ISO 22000 and ICH Q5C guidance for biopharmaceutical stability testing.
Key Features
- Integrated pre-freezing capability via −60 °C cold trap eliminates dependency on external ultra-low temperature freezers or cryogenic agents—reducing operational complexity and cross-contamination risk.
- Coil-free 304 stainless steel cold trap chamber ensures smooth, non-porous surfaces for rapid cleaning and compliance with hygiene-critical applications (e.g., cell therapy intermediates, diagnostic reagents).
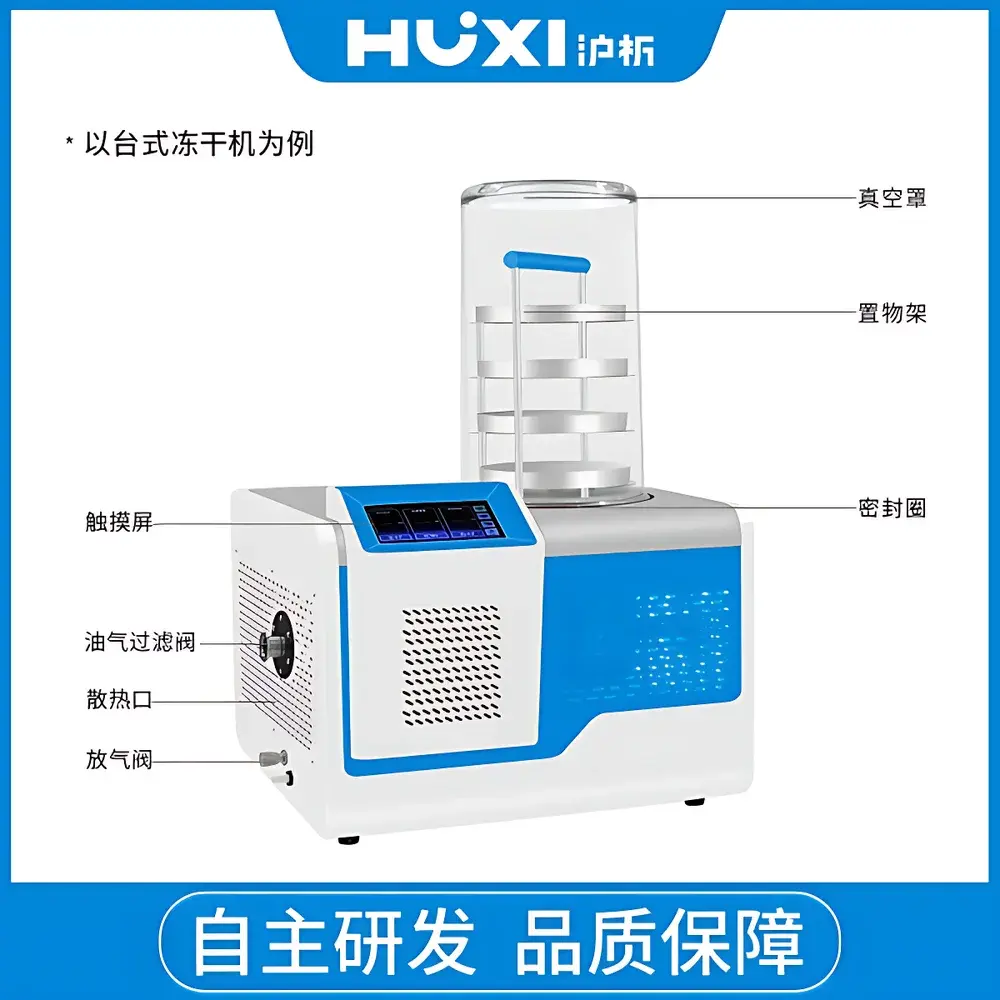
- Aerospace-grade acrylic drying chamber provides full visual access to sublimation progress while maintaining structural integrity under repeated vacuum cycling (rated for ≥0.1 MPa differential pressure).
- Microprocessor-based control system with color touchscreen interface supports password-protected parameter locking, multi-user access logs, and time-stamped event recording—facilitating audit readiness per FDA 21 CFR Part 11 requirements when paired with validated USB data export protocols.
- KF25 quick-release flange connection between main unit and anti-oil-backstreaming vacuum pump ensures leak-tight coupling, simplifies maintenance, and prevents hydrocarbon contamination of sensitive biological samples.
- One-touch automatic defrost function enables efficient cold trap regeneration without manual disassembly—minimizing downtime between consecutive batches.
Sample Compatibility & Compliance
The HXLG-12-50B accommodates standard glassware formats including 920 × φ12 mm, 480 × φ16 mm, or 260 × φ22 mm serum vials across four adjustable shelves (200 mm × 200 mm each), supporting lyophilization of proteins, peptides, vaccines, microbial cultures, and botanical extracts. Its 0.12 m² shelf area and 4 kg/24 h condensate capacity meet ASTM F2375-04 criteria for small-batch process validation. All wetted parts conform to USP Class VI biocompatibility standards; surface finish of stainless components complies with ASME BPE-2022 sanitary design guidelines. The system’s ≤2 Pa ultimate vacuum and stable −60 °C cold trap performance align with ISO 13408-1:2018 for aseptic processing support equipment.
Software & Data Management
Real-time acquisition of vacuum pressure (via Pirani gauge), cold trap temperature (PT100 sensor), and optional shelf/sensor temperature inputs is logged at user-defined intervals (1–60 sec). Data streams are plotted as dynamic lyophilization curves and stored internally with timestamped metadata. Export via USB 2.0 port generates CSV files compatible with Excel, MATLAB, or commercial process analytics platforms (e.g., SIMCA, JMP). Audit trail functionality includes operator ID tagging, parameter change history, and system error logs—enabling traceability required under GMP Annex 11 and EU GMP Part IV.
Applications
- Stabilization of monoclonal antibodies and recombinant enzymes prior to long-term storage or shipping.
- Preparation of reference standards for HPLC and mass spectrometry calibration.
- Drying of probiotic cultures and lyophilized diagnostic kits requiring reconstitution fidelity.
- Processing of natural product extracts where thermal degradation must be avoided during solvent removal.
- Teaching laboratory demonstrations of phase behavior, mass transfer kinetics, and vacuum thermodynamics.
FAQ
Does the HXLG-12-50B support validation protocols for regulated environments?
Yes—its deterministic control logic, calibrated sensors, and electronic record retention enable IQ/OQ documentation per ASTM E2500 and WHO TRS 986 Annex 6.
Can the system accommodate custom shelf configurations or larger vessels?
No—this model uses fixed-position, standardized trays optimized for common vial sizes; customization requires upgrade to pilot-scale systems (e.g., HXLG-50 series).
Is remote monitoring supported out-of-the-box?
The embedded Ethernet port enables local network connectivity; remote access via PC or mobile device requires optional HUXI CloudLink firmware module and secure VLAN configuration.
What maintenance intervals are recommended for the compressor and vacuum pump?
Compressor oil inspection every 1,000 operating hours; vacuum pump oil replacement every 500 hours or quarterly—whichever occurs first—using specified ISO VG 68 synthetic oil.
How is calibration traceability established for temperature and vacuum sensors?
Factory calibration certificates (NIST-traceable) are provided for all primary sensors; field recalibration tools and procedures comply with ISO/IEC 17025 requirements for in-house metrology labs.



