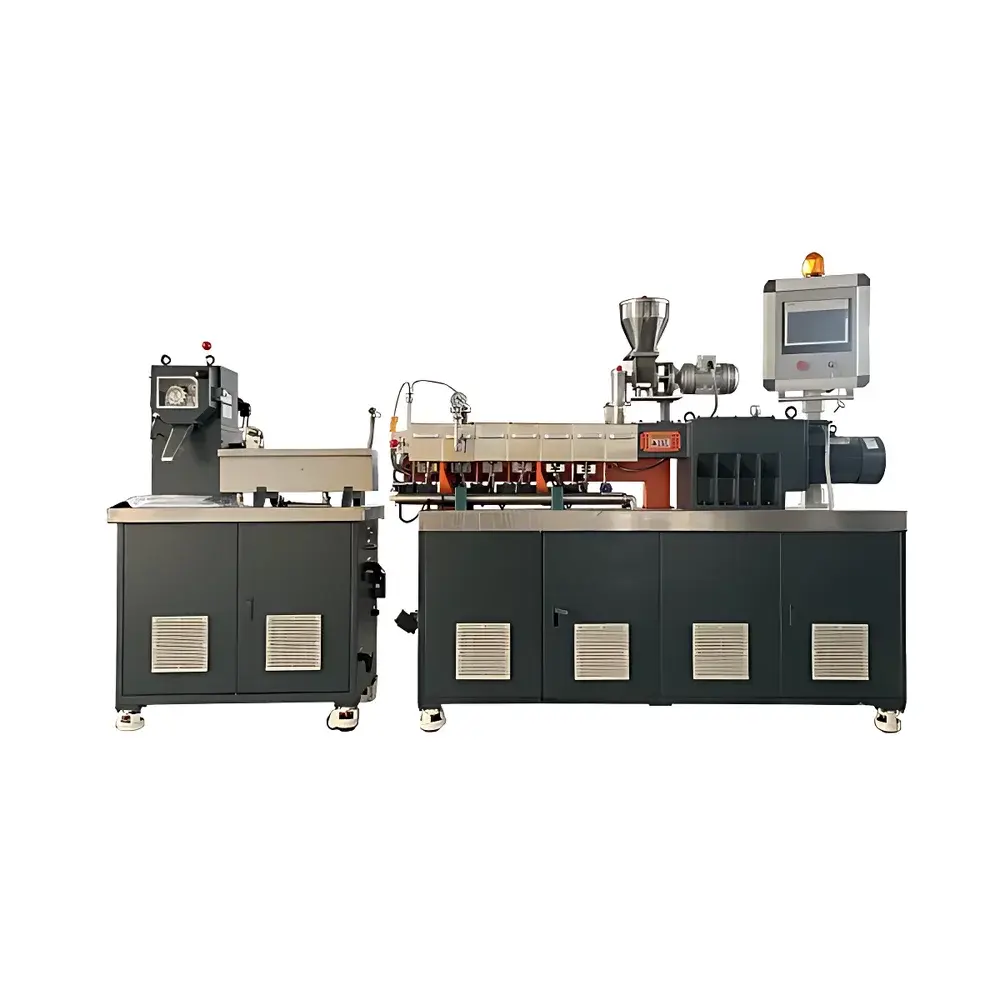
TianYuan TY-7009P Laboratory-Scale Programmable Twin-Screw Compounding Extrusion Line
| Brand | TianYuan |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Direct Manufacturer |
| Country of Origin | China |
| Model | TY-7009P |
| Screw Diameter | 21.7 mm |
| L/D Ratio | 40:1 |
| Main Drive Motor | 4 kW |
| Max Screw Speed | 600 rpm |
| Heating Power | ~3 kW |
| Total Installed Power | ~10 kW |
| Output Capacity | 2–5 kg/h (material-dependent) |
| Vacuum Pump | SK-0.15 water-ring type (0.75 kW) |
| Die | Dual-hole φ3.5 mm water-strand die |
| Control System | PLC-based with interlocked safety logic |
| Cooling | Soft-water circulation (30 L tank, 120 W pump) |
| Screw Material | W6Mo5Cr4V2 high-speed tool steel, HRC 62–64 |
| Barrel Material | Nitrided 38CrMoAlA steel |
| Torque Distribution Gearbox | Parallel triple-shaft design, imported bearings |
Overview
The TianYuan TY-7009P is a compact, programmable twin-screw compounding extrusion line engineered for laboratory-scale polymer development, formulation screening, and academic research in rubber and plastic engineering. Based on co-rotating, intermeshing parallel twin-screw architecture, it operates on the principle of controlled shear history, distributive and dispersive mixing, and precise thermal management—enabling reproducible melt processing of thermoplastics, elastomers, filled composites, and reactive blends. Its 21.7 mm screw diameter and 40:1 length-to-diameter (L/D) ratio provide sufficient residence time and axial transport control for small-batch trials (2–5 kg per run), making it ideal for pre-production R&D, additive masterbatch optimization, nanocomposite dispersion studies, and curriculum-based polymer processing labs. The system integrates modular screw elements, segmented barrel heating/cooling, vacuum venting, and fully interlocked PLC control to support GLP-aligned experimental protocols.
Key Features
- Modular twin-screw configuration: Fully interchangeable screw elements (feed, conveying, compression, kneading, reverse, and mixing zones) mounted on a 40CrNiMoA alloy core shaft via involute spline coupling—ensuring high torsional rigidity and ease of reconfiguration.
- High-performance material handling: Screws fabricated from vacuum-quenched W6Mo5Cr4V2 high-speed tool steel (HRC 62–64); barrels lined with nitrided 38CrMoAlA steel (nitrided depth 0.4–0.7 mm, surface hardness HRC 55–60) for exceptional wear and corrosion resistance.
- Precision thermal management: Seven-zone cast-aluminum barrel heaters (max. 260 °C), integrated soft-water cooling circuit (30 L external tank, copper-chromed tubing, 120 W pump), and real-time melt temperature monitoring via dedicated thermocouples at the die zone.
- Integrated vacuum degassing: SK-0.15 water-ring vacuum pump (0.75 kW) mounted on the sixth barrel section enables efficient moisture and volatile removal—critical for hygroscopic polymers (e.g., PA6, PET) and solvent-free reactive extrusion.
- Interlocked safety architecture: Hardware- and software-enforced PLC logic ensures feed–extruder synchronization, pressure-triggered shutdown (<25 MPa threshold), overload current cutoff, and emergency torque-limiting—compliant with IEC 61508 functional safety principles.
- Compact footprint & utility efficiency: Overall dimensions ≈ 3.0 × 0.7 m; total installed power ~10 kW; compatible with standard 3×380 V/50 Hz industrial supply—designed for integration into shared lab spaces without dedicated infrastructure upgrades.
Sample Compatibility & Compliance
The TY-7009P supports a broad spectrum of polymeric systems including polyolefins (PP, PE), engineering thermoplastics (PC, ABS, PBT), thermoplastic elastomers (TPE, TPU), biopolymers (PLA, PHA), and filled compounds (CaCO₃, talc, glass fiber, carbon black, graphene). Its nitrogen-hardened components and chemically resistant barrel coatings ensure compatibility with abrasive fillers and corrosive additives (e.g., flame retardants, pigments). While not certified to ISO/IEC 17025 or ASTM D3295, the system’s repeatable process parameters (screw speed ±1 rpm, zone temperature ±1 °C, vacuum level ±0.5 kPa) enable data generation suitable for internal method validation, ASTM D7292 (polymer blend morphology assessment), and ISO 1133 (melt flow rate correlation studies). All electrical subsystems conform to GB/T 5226.1 (equivalent to IEC 60204-1).
Software & Data Management
The embedded Siemens S7-1200 PLC serves as the central control unit, executing preloaded process recipes with timestamped logging of screw speed, motor torque, zone temperatures, melt pressure, vacuum level, and feed rate. Operational data is exported via USB or RS485 to CSV-compatible formats for post-processing in MATLAB, Python (Pandas), or statistical analysis platforms. Though no proprietary HMI software is bundled, the controller supports Modbus TCP communication for integration into centralized lab data acquisition networks. Audit trails—including parameter changes, alarm events, and operator logins—are retained locally for ≥30 days, satisfying basic GLP documentation requirements (21 CFR Part 11 alignment achievable via external validation).
Applications
- Formulation development: Rapid iteration of polymer blends (e.g., PP/EPDM, PC/ABS), compatibilizer screening, and plasticizer migration studies.
- Nanocomposite processing: Dispersive mixing of nanoclays, CNTs, or cellulose nanocrystals into thermoplastic matrices under controlled shear and residence time.
- Recycled polymer upgrading: Decontamination via vacuum devolatilization and melt filtration; compatibilization of mixed post-consumer streams.
- Teaching laboratories: Hands-on demonstration of residence time distribution, specific mechanical energy (SME) calculation, and melt rheology–structure relationships.
- Pre-commercial scale-up: Generating representative granules for injection molding trials, mechanical testing (ISO 527, ASTM D638), and thermal analysis (DSC, TGA).
FAQ
What is the minimum batch size this system can process?
Typical operational range is 2–5 kg per run, depending on material bulk density and throughput setting; sub-2 kg trials are feasible with modified feeding protocols but may reduce mixing homogeneity.
Can the screw configuration be customized for specific mixing intensity?
Yes—modular screw elements allow configuration from low-shear conveying to high-intensity kneading; standard configurations include forward-conveying, reverse-thread, and multi-flight mixing blocks.
Is the system compatible with reactive extrusion (e.g., grafting, polymerization)?
It supports single-stage reactive extrusion with appropriate initiator feeding and vacuum venting; dual-feed ports and optional liquid injection modules can be retrofitted.
Does the control system support remote monitoring or Ethernet connectivity?
The PLC includes RS485 and USB interfaces; Ethernet (Profinet or Modbus TCP) requires optional communication module installation.
What maintenance intervals are recommended for the gearbox and screw elements?
Gearbox oil change every 2,000 operating hours; screw/barrel inspection recommended after 500 h of abrasive filler processing or 2,000 h for standard polymers—per manufacturer’s service manual.




