Agilent RPS-501/301 Roots Pump System
| Brand | Agilent Technologies |
|---|---|
| Origin | USA |
| Manufacturer Type | Original Equipment Manufacturer (OEM) |
| Product Category | Imported Vacuum Pump System |
| Model | RPS-501/301 Roots Pump System |
| Pricing | Available Upon Request |
Overview
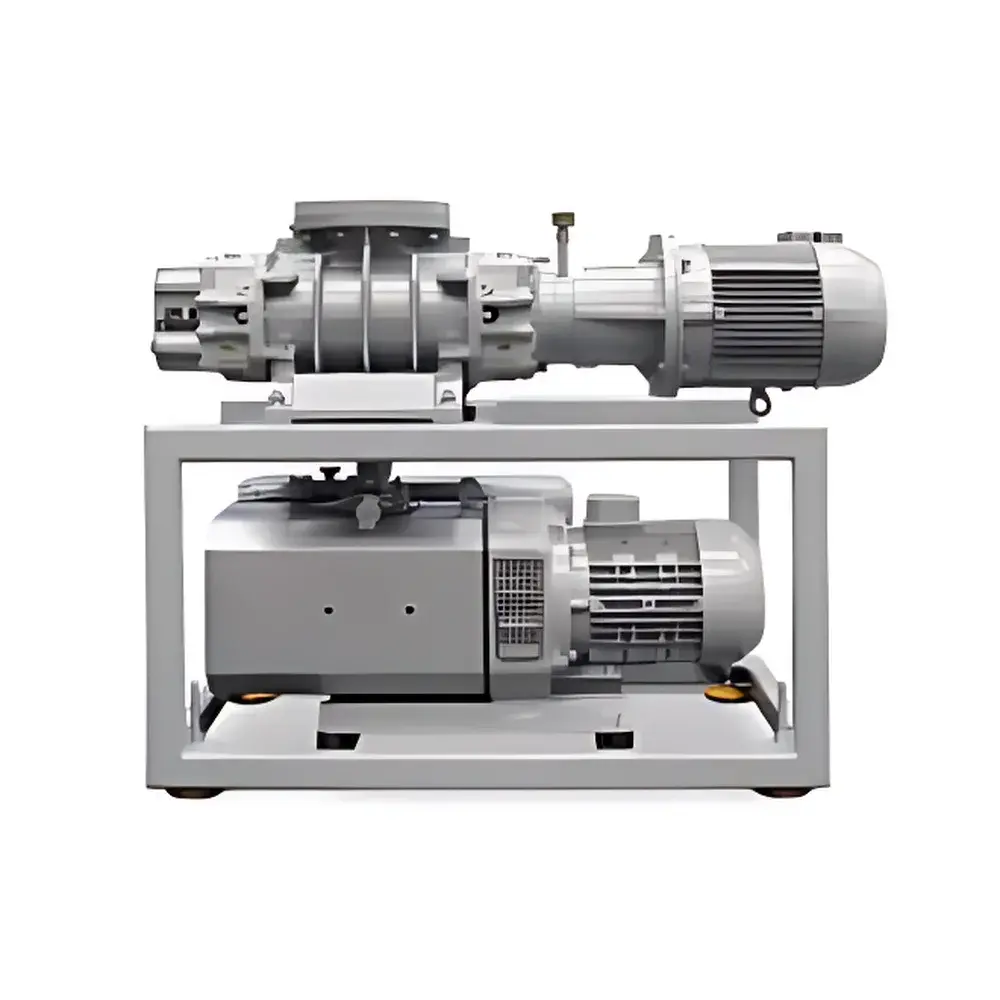
The Agilent RPS-501/301 Roots Pump System is a high-performance, air-cooled vacuum pumping solution engineered for demanding laboratory and industrial vacuum applications requiring clean, stable, and continuous roughing or foreline support. Based on the proven robust architecture of Agilent’s MS-series mechanical pumps and integrated with precision-engineered Roots booster technology, this two-stage system operates on the principle of positive displacement—utilizing synchronized, counter-rotating figure-eight rotors to achieve high volumetric throughput without internal compression or oil contact in the pumping chamber. Unlike oil-sealed rotary vane pumps, the RPS-501/301 delivers ultra-low hydrocarbon contamination, making it especially suitable for applications where vacuum integrity and surface purity are critical—such as thin-film deposition, ultra-high vacuum (UHV) system backing, electron beam welding, and vacuum metallurgy processes.
Key Features
- Air-cooled design eliminates dependency on external water cooling infrastructure, reducing installation complexity and operational overhead.
- Low-noise, low-vibration operation achieved through precision-balanced rotor assemblies and optimized gear train dynamics—ideal for vibration-sensitive environments including analytical instrumentation labs and cleanrooms.
- Extended maintenance intervals enabled by durable, contamination-resistant sealing systems—including fluoropolymer-coated shaft seals and dry-running bearings—minimizing downtime and total cost of ownership.
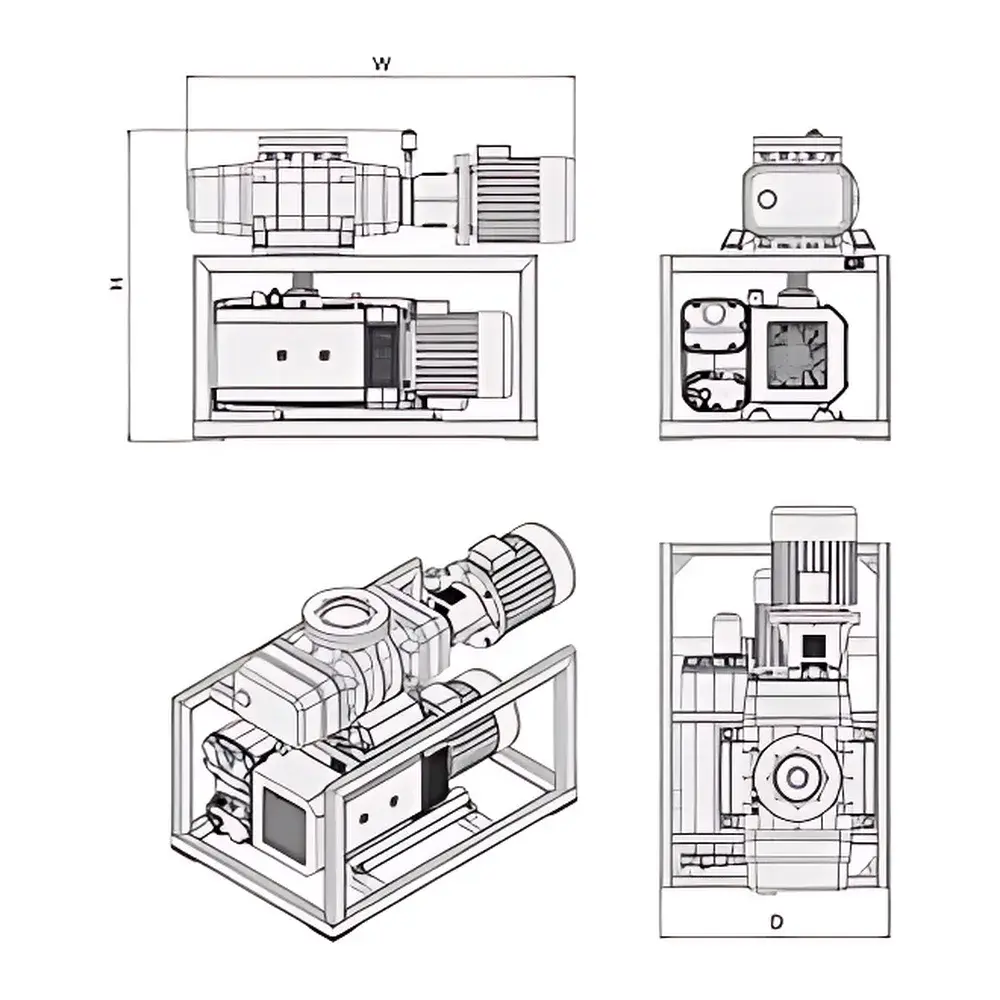
- Compact footprint and modular mounting configuration facilitate seamless integration into OEM vacuum systems, custom vacuum chambers, or turnkey process equipment.
- Integrated status monitoring interface supports real-time feedback on rotational speed, motor temperature, and operational readiness—compatible with standard 0–10 V analog or RS-485 digital communication protocols for system-level supervision.
Sample Compatibility & Compliance
The RPS-501/301 is compatible with inert, non-corrosive, and non-condensable gas loads typical in high-purity vacuum processes. It is not intended for pumping solvent vapors, reactive gases (e.g., Cl₂, NH₃), or particulate-laden streams without upstream trapping or filtration. The pump meets CE marking requirements per EU Machinery Directive 2006/42/EC and Electromagnetic Compatibility Directive 2014/30/EU. Its construction adheres to ISO 8573-1 Class 0 (oil-free air) standards for contaminant-free exhaust, supporting compliance with ISO 27001-aligned lab infrastructure policies and GLP/GMP vacuum system validation protocols where trace hydrocarbon limits apply.
Software & Data Management
While the RPS-501/301 operates as a standalone hardware unit, its analog/digital output signals are designed for integration with third-party vacuum control platforms—including Agilent’s VACUUBRAND VACUU·VIEW software suite, LabVIEW-based SCADA systems, and PLC-driven process controllers. Audit-trail-capable data logging (via optional I/O modules) enables time-stamped recording of operational parameters for regulatory review under FDA 21 CFR Part 11–compliant environments. Firmware updates are delivered via secure USB interface, with version history retained in non-volatile memory for traceability during ISO 9001 internal audits.
Applications
- Backing pump for turbomolecular and cryogenic vacuum pumps in semiconductor metrology tools and surface analysis systems (XPS, AES, SIMS).
- Roughing and process pressure maintenance in large-area physical vapor deposition (PVD) and sputtering systems.
- Vacuum support for electron beam melting (EBM) and vacuum arc remelting (VAR) furnaces in aerospace-grade alloy production.
- Front-end vacuum generation for LNG liquefaction test rigs and cryogenic vacuum insulation validation setups.
- Continuous-duty rough vacuum supply in pilot-scale vacuum drying, freeze-drying, and degassing systems compliant with USP and ASTM E2910 standards.
FAQ
What is the ultimate vacuum level achievable when using the RPS-501/301 as a standalone pump?
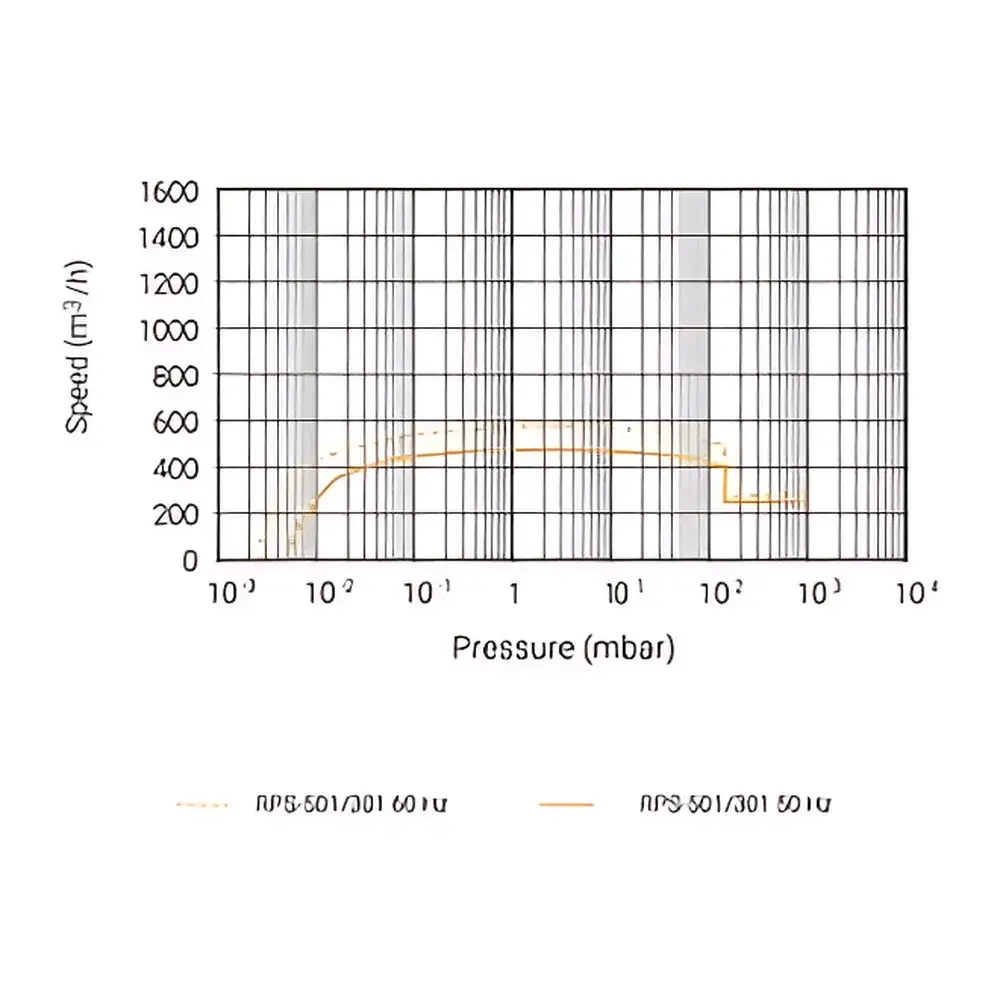
The RPS-501/301 is not designed for ultimate vacuum generation; it functions as a high-throughput roughing or foreline pump. Its typical base pressure in a clean, dry system is ~0.1–1 mbar. For high or ultra-high vacuum, it must be paired with a secondary pump such as a turbomolecular or diffusion pump.
Can the RPS-501/301 be operated continuously at full load?
Yes—its thermal management and bearing design support uninterrupted operation at rated capacity under ambient temperatures ≤40 °C and relative humidity ≤80% non-condensing, provided adequate ventilation clearance is maintained per Agilent Installation Manual Section 4.2.
Is the pump compatible with aggressive process gases like oxygen or hydrogen?
The standard configuration is rated for inert and mildly reactive gases only. For oxygen service above 21% concentration or hydrogen handling, consult Agilent Engineering Services for certified material upgrades (e.g., stainless steel rotors, special elastomers) and ATEX/IECEx certification options.
Does the RPS-501/301 require oil changes or lubrication during routine operation?
No—this is a dry, oil-free Roots pump. The only scheduled maintenance involves periodic inspection of inlet filters and verification of seal integrity per the 12-month service checklist included in the operator manual.
How does the RPS-501/301 compare to traditional rotary vane forepumps in terms of contamination risk?
Unlike oil-lubricated vane pumps, the RPS-501/301 introduces no hydrocarbon vapor into the vacuum line, eliminating backstreaming and surface contamination—a key advantage in optical coating, analytical instrument backing, and UHV applications governed by ISO 14644-1 Class 5 or better cleanroom requirements.



