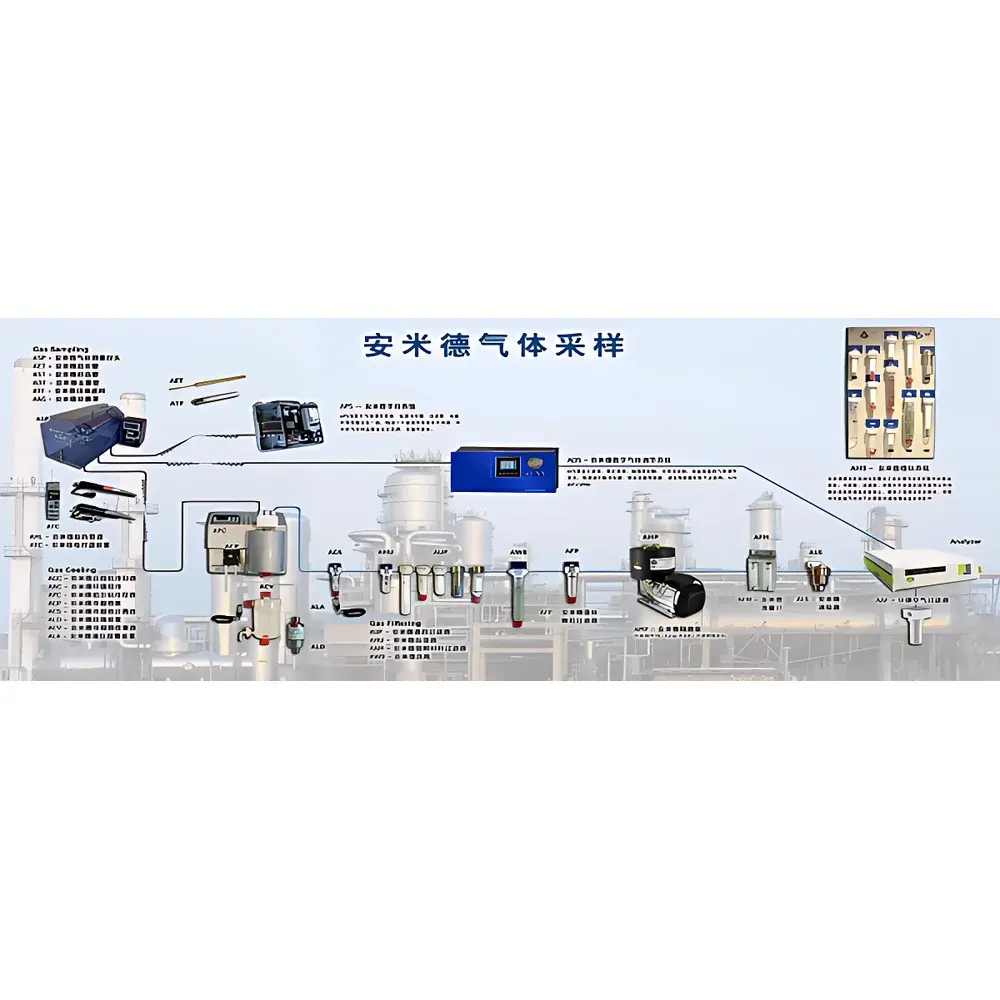
Ankersmid Flue Gas Sampling and Preconditioning System
| Brand | Ankersmid |
|---|---|
| Origin | Belgium |
| Manufacturer Type | Authorized Distributor |
| Product Category | Imported Instrument |
| Model | Ankersmid |
| Price Range | USD 1,400 – 7,000 (est.) |
| Instrument Type | Continuous Emission Monitoring System (CEMS) Preconditioning Unit |
| Measurement Accuracy | ±1% FS |
| Repeatability | ≤1% RSD |
| Response Time | ≤1 s (T90) |
| Drift Stability | ≤2% over 1 h |
| Measured Medium | Flue Gas (including CO, CO₂, SO₂, NOₓ, O₂, HCl, HF, NH₃, hydrocarbons, particulates, moisture) |
Overview
The Ankersmid Flue Gas Sampling and Preconditioning System is an engineered solution for reliable, representative, and contamination-free extraction and conditioning of hot, wet, and corrosive flue gases prior to analysis in continuous emission monitoring systems (CEMS). Designed in accordance with ISO 16911-1:2013 (Stationary source emissions — Manual method of determining the mass concentration of gaseous compounds) and aligned with EPA Methods 1–4, 6C, and 7E, this system ensures compliance with regulatory requirements for stack gas monitoring in power plants, waste incinerators, cement kilns, and industrial boilers. Its core function is to maintain sample integrity across the entire sampling train — from probe tip to analyzer inlet — by actively managing temperature, moisture, particulate load, chemical reactivity, and pressure differentials. The system operates on a conditioned extractive principle: hot flue gas is drawn through a heated probe and transport line, cooled and dried via thermoelectric (Peltier) or refrigerant-based condensation, filtered for aerosols and acid mists, and optionally catalytically converted (e.g., NOx → NO) before delivery to gas analyzers such as NDIR, paramagnetic O2, TCD, or FTIR units.
Key Features
- Heated sampling probe with ceramic or Hastelloy C-276 tip, rated up to 650 °C, featuring integrated thermocouple and purge air port for anti-clogging operation
- Electrically heated sample line (up to 180 °C) with independent PID temperature controller and thermal insulation to prevent condensation in transit
- Multi-stage conditioning train: primary particulate filter (sintered metal or ceramic), acid mist coalescer, Peltier-based condenser (−5 °C to +5 °C adjustable), automatic condensate removal with level sensing and alarm output
- NOx catalytic converter (stainless steel housing, Pt/Rh catalyst) enabling selective conversion of NO2 to NO for chemiluminescence or electrochemical detection
- Modular architecture with standardized 1/4″ and 3/8″ VCR/SS fittings; all wetted parts constructed from corrosion-resistant materials including PTFE, PVDF, 316L SS, and borosilicate glass
- Integrated control unit with programmable logic, real-time diagnostics, fault logging, and analog/digital I/O for integration into DCS or SCADA environments
Sample Compatibility & Compliance
The system accommodates flue gas streams containing up to 20% v/v water vapor, 5,000 ppm SO2, 1,000 ppm HCl/HF, and sub-micron aerosol loads typical of coal-, biomass-, or waste-fired combustion. It meets EN 15267-3 (QAL1 certification framework), supports QAL2 performance testing per EN 14181, and provides traceable calibration pathways compliant with ISO/IEC 17025. All filtration media — including hydrophobic membrane filters, activated carbon beds, and impinger-style scrubbers — are replaceable and certified for GLP-relevant applications. Optional humidification modules enable dynamic dilution and reference gas blending for span validation per ISO 14956.
Software & Data Management
The embedded controller firmware supports Modbus RTU/TCP and Profibus DP protocols for seamless integration with plant-level automation systems. Configuration and diagnostics are accessible via a local touchscreen interface or remote web server (HTTPS-enabled), with audit-trail functionality meeting FDA 21 CFR Part 11 requirements for electronic records and signatures. Data logging includes timestamped temperature profiles, condensate volume accumulation, filter differential pressure, converter efficiency metrics, and alarm history — exportable in CSV or XML format for QA/QC reporting and regulatory submission.
Applications
- Regulatory CEMS for EPA Title V and EU IED (Industrial Emissions Directive) compliance
- Process optimization in cement clinker coolers, lime kilns, and fluidized bed combustors
- Biogas and syngas conditioning prior to CH4/CO/H2 quantification in anaerobic digestion plants
- Research-grade flue gas characterization in emission testing laboratories (e.g., ISO 8513, ASTM D6522)
- Mobile stack testing using portable variants with battery-powered cooling and integrated vacuum pump
FAQ
What is the maximum allowable flue gas temperature at the probe inlet?
Standard probes support continuous operation up to 650 °C; custom high-temp variants (with refractory sheathing) extend to 1,000 °C.
Can the system handle sticky or high-dust flue gases, such as those from municipal solid waste incineration?
Yes — optional reverse-pulse backflushing, heated cyclonic pre-separators, and ceramic depth filters are available for particulate loads exceeding 10 g/Nm³.
Is the NOx converter certified for EN 15267-3 QAL1 equivalence?
The converter module is supplied with third-party verification reports demonstrating ≥95% conversion efficiency across 0–500 ppm NO2, validated per EN 14792.
Does the system support automated zero/span calibration sequences?
Yes — integrated solenoid valves and manifold allow sequential injection of zero air and certified span gases under programmable timing and flow control.
What maintenance intervals are recommended for routine operation?
Filter elements require replacement every 3–6 months depending on dust loading; Peltier modules and condensate pumps undergo preventive inspection every 12 months per manufacturer’s service schedule.
Related Products







