


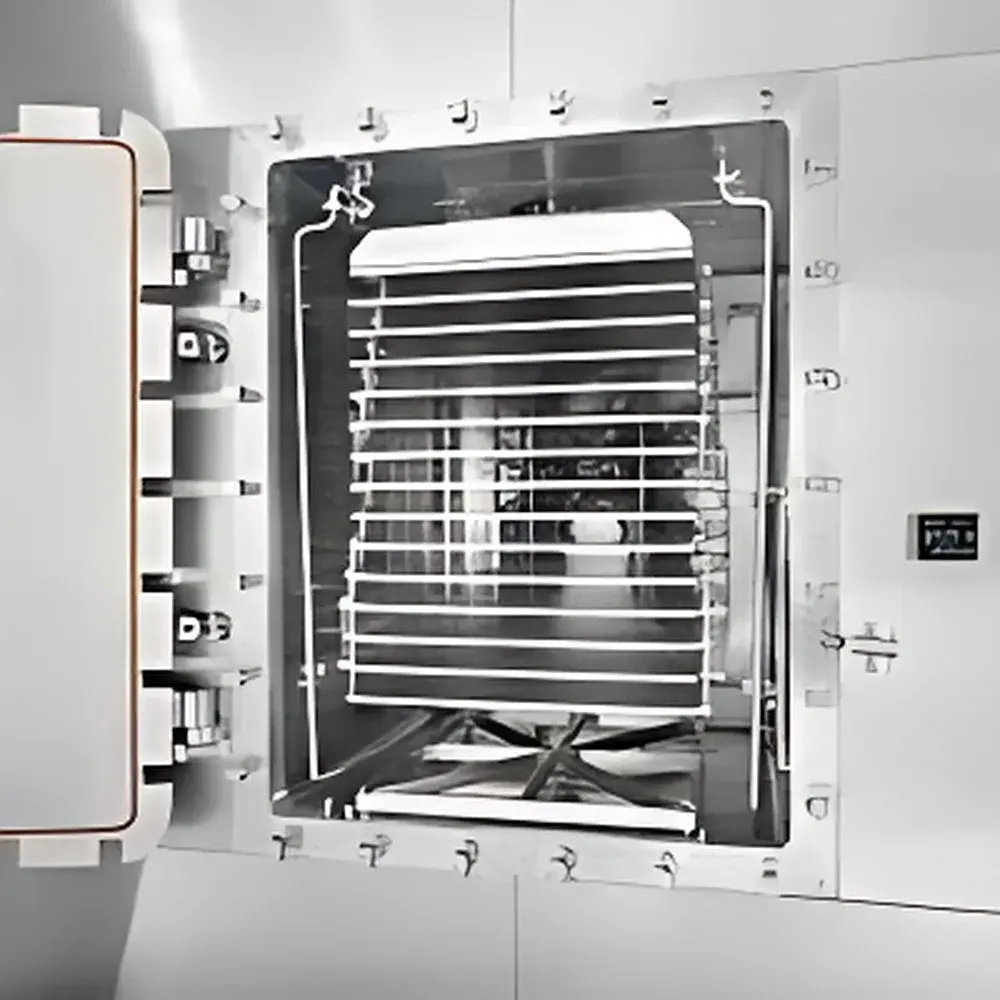

BIOCOOL Pilot10-15T Silicone Oil Heated Shelf Freeze Dryer (Pilot-Scale)
| Brand | BIOCOOL |
|---|---|
| Origin | Beijing, China |
| Model | Pilot10-15T |
| Freeze-Drying Area | 1 m² |
| Ultimate Vacuum | ≤ 2.5 Pa |
| Condenser Capacity | 15 kg/24h |
| Condenser Temperature | ≤ −80 °C |
| Shelf Temperature Range | ≤ −50 °C (empty) |
| Shelf Configuration | 5 + 1 radiant shelves (350 mm × 600 mm, 70 mm spacing) |
| Installed Power | 8 kW (3-phase) |
| Dimensions (W×D×H) | ≈ 880 × 2200 × 1900 mm |
| Weight | ≈ 1200 kg |
| Noise Level | ≤ 70 dB(A) |
| Compliance | GMP, GB/T 5226.1–1996 |
Overview
The BIOCOOL Pilot10-15T is a silicone oil-heated shelf freeze dryer engineered for pilot-scale pharmaceutical and biotechnology process development. It operates on the fundamental principles of lyophilization—sequential freezing, primary drying (sublimation under vacuum), and secondary drying (desorption)—to produce stable, low-moisture solids from aqueous formulations. Unlike vapor-compression or electrically heated systems, this model employs a closed-loop silicone oil thermal fluid circuit to deliver precise, uniform, and reproducible shelf temperature control across all five active shelves plus one radiant shelf. Its design prioritizes thermal stability, pressure integrity, and scalability from lab-scale formulation studies to pre-commercial batch validation. The system is configured for integration into GMP-compliant environments and supports full lifecycle documentation required for regulatory submissions.
Key Features
- Silicone oil heating/cooling system enabling ±0.5 °C shelf temperature uniformity and ramp rates controllable from 0.1 to 2.0 °C/min
- Five independently monitored and controlled heated shelves (350 mm × 600 mm) with an additional radiant shelf for enhanced thermal coupling during secondary drying
- High-efficiency condenser operating at ≤ −80 °C (empty), rated for 15 kg ice removal per 24 hours under continuous operation
- Ultimate system vacuum ≤ 2.5 Pa, maintained via dual-stage oil-lubricated rotary vane vacuum pump with integrated vacuum gauge and automatic bleed control
- GMP-aligned mechanical architecture: stainless steel 316L chamber and condenser housing, electropolished internal surfaces, fully drainable fluid paths, and IP54-rated electrical cabinet
- Comprehensive safety interlocks including overtemperature cutoff, vacuum loss alarm, door seal integrity monitoring, and emergency stop circuitry compliant with EN 60204-1
Sample Compatibility & Compliance
The Pilot10-15T accommodates standard pharmaceutical containers including 22 mm serum vials (up to 2,268 units per batch), trays for bulk lyophilization, and custom molds for solid dosage forms. It supports both aqueous and solvent-based formulations with total load capacity up to 15 kg of water-equivalent material. All wetted parts conform to USP Class VI and ISO 10993 biocompatibility requirements. Manufacturing adheres to GB/T 5226.1–1996 (equivalent to IEC 60204-1) for electrical safety and incorporates design elements aligned with EU Annex 1, FDA Guidance for Industry: Lyophilization Process Validation, and WHO Technical Report Series No. 961. Full IQ/OQ documentation packages—including calibration certificates for PT100 shelf sensors, Pirani and capacitance manometers, and thermocouple mapping reports—are provided upon request.
Software & Data Management
The system runs on an embedded industrial PC with BIOCOOL’s proprietary LyoControl™ v4.2 software, supporting recipe-driven cycle execution, real-time parameter logging (shelf temp, chamber pressure, condenser temp, vacuum rate), and automated deviation alerts. Data is stored locally in encrypted binary format and exportable as CSV or PDF reports compliant with ALCOA+ principles. Audit trail functionality records all user actions, parameter changes, and cycle events with timestamp, operator ID, and reason-for-change fields—fully satisfying FDA 21 CFR Part 11 requirements for electronic records and signatures. Optional OPC UA interface enables seamless integration with MES or SCADA platforms for centralized batch tracking and SPC analysis.
Applications
- Process development and optimization of lyophilized monoclonal antibodies, vaccines, and recombinant proteins
- Stability studies under ICH Q5C conditions using controlled shelf ramp profiles and endpoint determination via product temperature monitoring
- Scale-up support from 1 L to 10 L batches prior to commercial manufacturing transfer
- Formulation screening for collapse temperature (Tc) and eutectic melting point (Teu) via controlled nucleation and annealing protocols
- Validation of sterilization-in-place (SIP) and cleaning-in-place (CIP) cycles using integrated temperature and pressure profiling
FAQ
What is the maximum batch size supported by the Pilot10-15T?
The unit supports up to 15 kg of water-equivalent load, corresponding to approximately 2,268 units of 22 mm serum vials filled to standard depth.
Does the system include validation support documentation?
Yes—factory-installed IQ/OQ protocols, sensor calibration certificates, and thermal mapping reports are included; PQ support is available upon site-specific qualification planning.
Is remote monitoring possible?
Remote access is enabled via secure VPN or TLS-encrypted web interface, allowing real-time viewing of live parameters and historical trend review without direct LAN exposure.
How does the silicone oil system improve process consistency compared to electric heating?
Silicone oil provides superior thermal mass and laminar heat transfer, minimizing shelf surface gradients (< ±0.8 °C across 350 × 600 mm) and eliminating localized hot spots common in resistive elements.
Can the system be integrated into an existing cleanroom HVAC infrastructure?
Yes—the unit is designed for Class C/D cleanroom installation, with optional HEPA-filtered cabinet ventilation and non-shedding external finishes compatible with ISO 14644-1 airborne particle limits.



