

Coolium CT9-100 Ultra-Low Temperature Cold Trap Gas Purifier
| Brand | Coolium |
|---|---|
| Model | CT9-100 |
| Minimum Operating Temperature | ≤ −100 °C |
| Cold Trap Volume | 9 L |
| Cold Trap Chamber Dimensions | Ø220 mm × 250 mm |
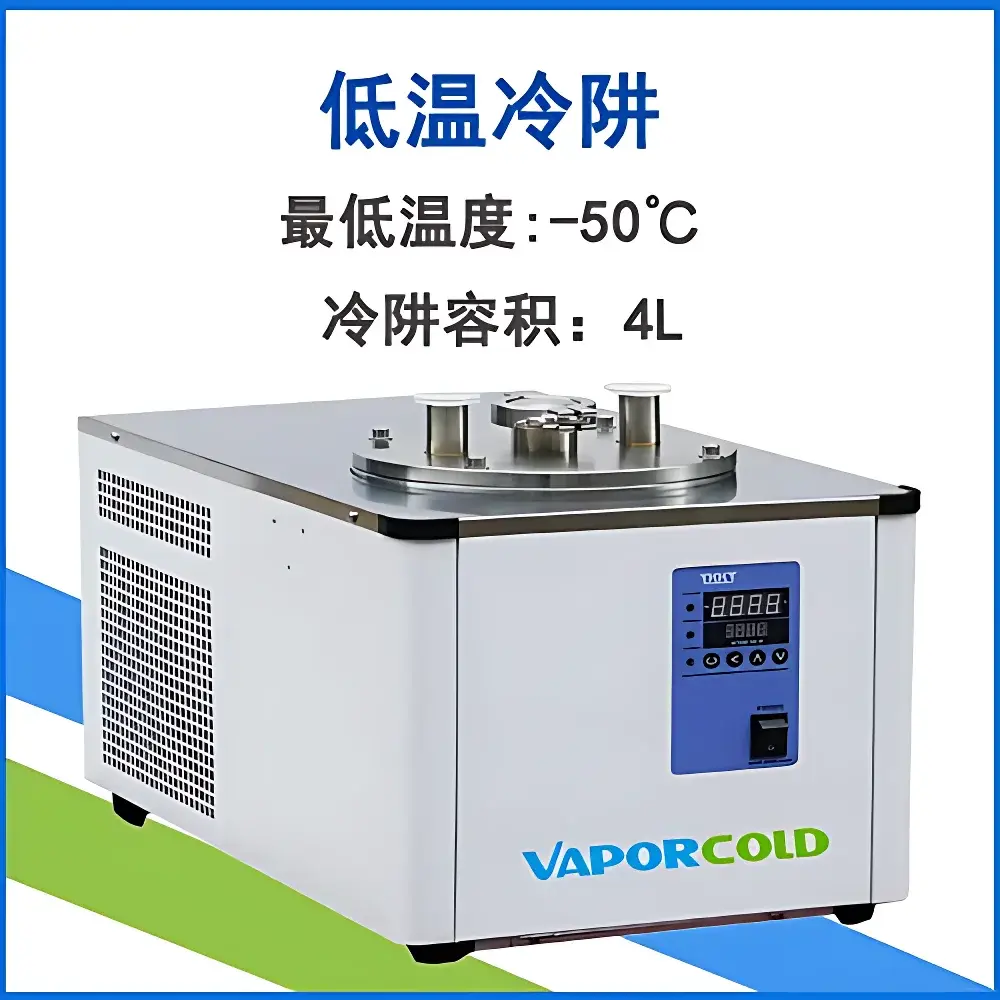
| Cooling Method | Air-Cooled |
| Power Supply | 220 V / 50 Hz / 1.3 kW |
| Unit Weight | 95 kg |
| Overall Dimensions | 440 mm (W) × 520 mm (D) × 880 mm (H) |
| Compliance | CE-marked design principles, compatible with ISO 8573-1 Class 1 compressed air quality requirements for critical gas purification workflows |
Overview
The Coolium CT9-100 Ultra-Low Temperature Cold Trap Gas Purifier is an engineered solution for high-purity gas conditioning in analytical, pharmaceutical, and materials research laboratories. It operates on the principle of cryogenic condensation—utilizing a self-contained auto-cascade refrigeration system to achieve and maintain stable temperatures at or below −100 °C. This enables selective phase separation of trace contaminants—including water vapor, hydrocarbons, CO₂, solvents, and volatile organic compounds (VOCs)—from carrier or process gases such as nitrogen, argon, helium, hydrogen, and synthetic air. Unlike adsorption-based purifiers, the CT9-100 delivers continuous, non-saturating removal of condensable impurities without consumables or regeneration cycles. Its compact footprint and air-cooled architecture make it suitable for integration into GC carrier gas lines, vacuum system forelines, glovebox purge loops, and lyophilization pre-chilling stages.
Key Features
- Auto-cascade refrigeration system delivering sustained operation at ≤ −100 °C with thermal stability of ±0.5 °C over 8-hour continuous duty cycles
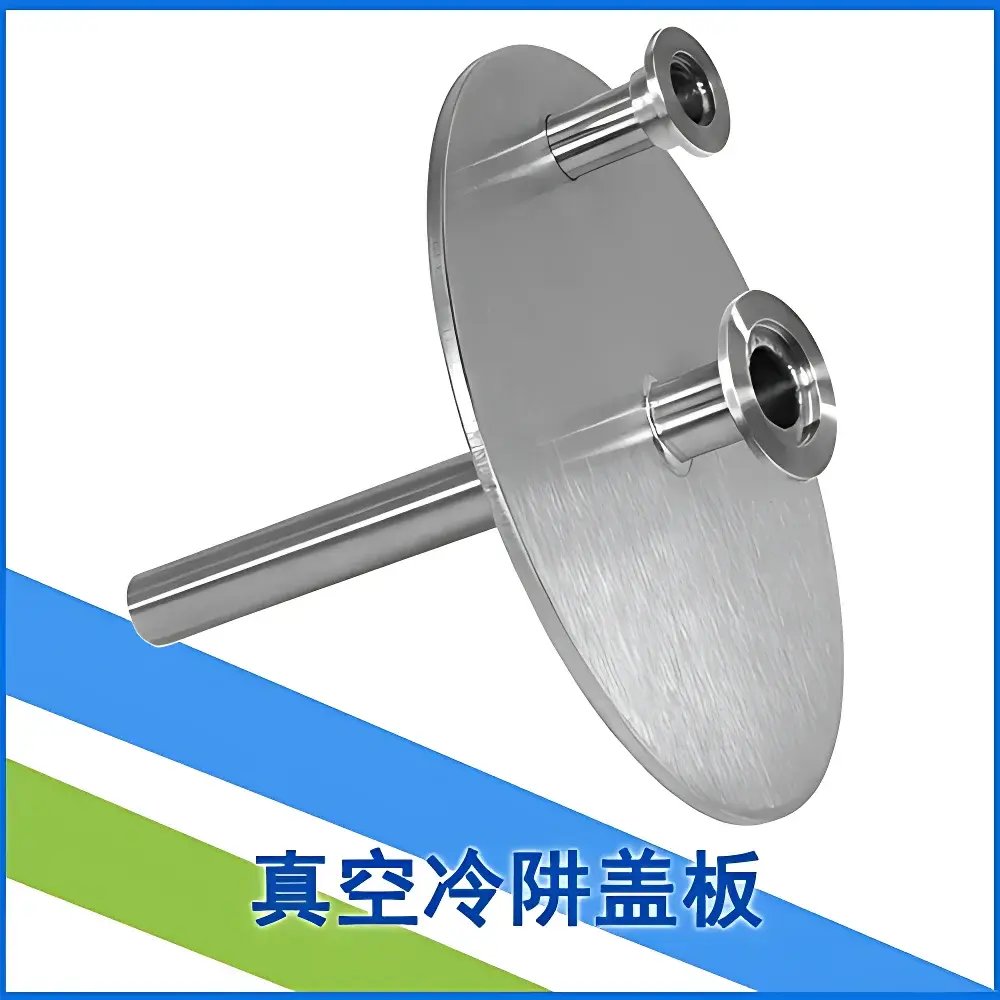
- 9-liter stainless-steel cold trap chamber (Ø220 mm × 250 mm) optimized for laminar gas flow and maximal surface-area-to-volume ratio
- Air-cooled condenser eliminates dependency on external chilled water supplies or glycol loops
- Modular interface design supports standard KF-25, CF-35, and NW25 flange options; custom vacuum-tight configurations available upon request
- Integrated digital temperature controller with PID algorithm, real-time logging, and RS485 Modbus RTU output for SCADA integration
- Front-access service panel and tool-free cold trap removal for rapid maintenance and residue evacuation
- Compliance-ready architecture: meets mechanical safety requirements per IEC 61010-1; electrical insulation rated to IP20; designed for use in Class 1000 cleanroom-adjacent environments
Sample Compatibility & Compliance
The CT9-100 accommodates inlet gas pressures from atmospheric to 0.5 MPa (gauge), with recommended flow rates between 1–20 L/min depending on contaminant load and dew point suppression target. It is validated for compatibility with inert, reducing, and mildly corrosive gases—provided inlet streams are pre-filtered to remove particulates >5 µm and oil aerosols >0.01 mg/m³. The unit satisfies functional prerequisites outlined in ASTM D1946 (standard practice for analysis of reformed gas), ISO 8573-1:2010 Class 1 specifications for compressed air purity (for water and hydrocarbon content), and USP guidelines for purified water system nitrogen blanketing. While not certified under FDA 21 CFR Part 11, its data logging module supports ALCOA+ principles when paired with compliant LIMS platforms.
Software & Data Management
The embedded microcontroller provides local setpoint adjustment, real-time temperature monitoring, and alarm-triggered shutdown (e.g., compressor overheat, ambient overheating, or door-open detection). Optional Coolium ControlSuite™ software (v3.2+) enables remote configuration via Ethernet or Wi-Fi, time-stamped event logging with UTC synchronization, and export of CSV-formatted thermal profiles. Audit trails include operator ID, parameter changes, and system status transitions—supporting GLP/GMP documentation workflows where electronic records are governed by internal SOPs. All firmware updates are signed and delivered through secure HTTPS endpoints.
Applications
- Pretreatment of carrier gases for high-resolution gas chromatography (GC) and GC-MS systems to eliminate baseline drift and column degradation
- Protection of turbo-molecular pumps in ultra-high vacuum (UHV) systems by trapping oil backstreaming and water vapor
- Cryogenic pre-concentration of environmental air samples prior to VOC analysis by thermal desorption
- Condensation recovery of solvent vapors in rotary evaporation exhaust lines (e.g., acetone, THF, ethyl acetate)
- Pre-freezing of vials and shelves in pilot-scale lyophilizers to ensure uniform ice nucleation
- Thermal stabilization of optical components during low-temperature spectroscopy experiments
FAQ
What is the typical dew point reduction achieved with the CT9-100?
At 5 L/min nitrogen flow and −100 °C cold finger temperature, the unit achieves a pressure dew point of ≤ −90 °C (equivalent to ≤ 0.1 ppbv H₂O), verified by chilled-mirror hygrometry.
Can the CT9-100 be operated under vacuum conditions?
Yes—optional vacuum-rated variants feature welded stainless-steel housings, metal-sealed flanges, and reinforced insulation; maximum allowable vacuum is 1 × 10⁻³ mbar (absolute).
Is routine maintenance required beyond cold trap cleaning?
Annual compressor oil inspection and refrigerant charge verification are recommended; no filter replacements or desiccant changes are necessary.
Does the unit support integration with PLC-based laboratory automation?
Yes—Modbus RTU over RS485 allows bidirectional communication with Allen-Bradley, Siemens, and Beckhoff controllers for interlocked start/stop and fault reporting.
What safety certifications does the CT9-100 carry?
It conforms to IEC 61010-1:2010 for laboratory equipment safety; CE marking reflects compliance with EU Machinery Directive 2006/42/EC and Low Voltage Directive 2014/35/EU.



