English Product Name
| Origin | Shandong, China |
|---|---|
| Manufacturer Type | Authorized Distributor |
| Origin Category | Domestic (China) |
| Model | LC-100 |
| Instrument Type | Conventional HPLC System |
| Flow Rate Range | 0.001–9.999 mL/min (adjustable in 0.001 mL/min increments) |
| Maximum Operating Pressure | 42 MPa |
| Sample Injection Volume | 1–50 µL |
| Injection Capacity | 4 mL vial tray |
| Column Oven Temperature Range | +5 °C above ambient to 80 °C |
| UV Wavelength Range | 190–680 nm |
| Data Acquisition Rate | 100 Hz |
Overview
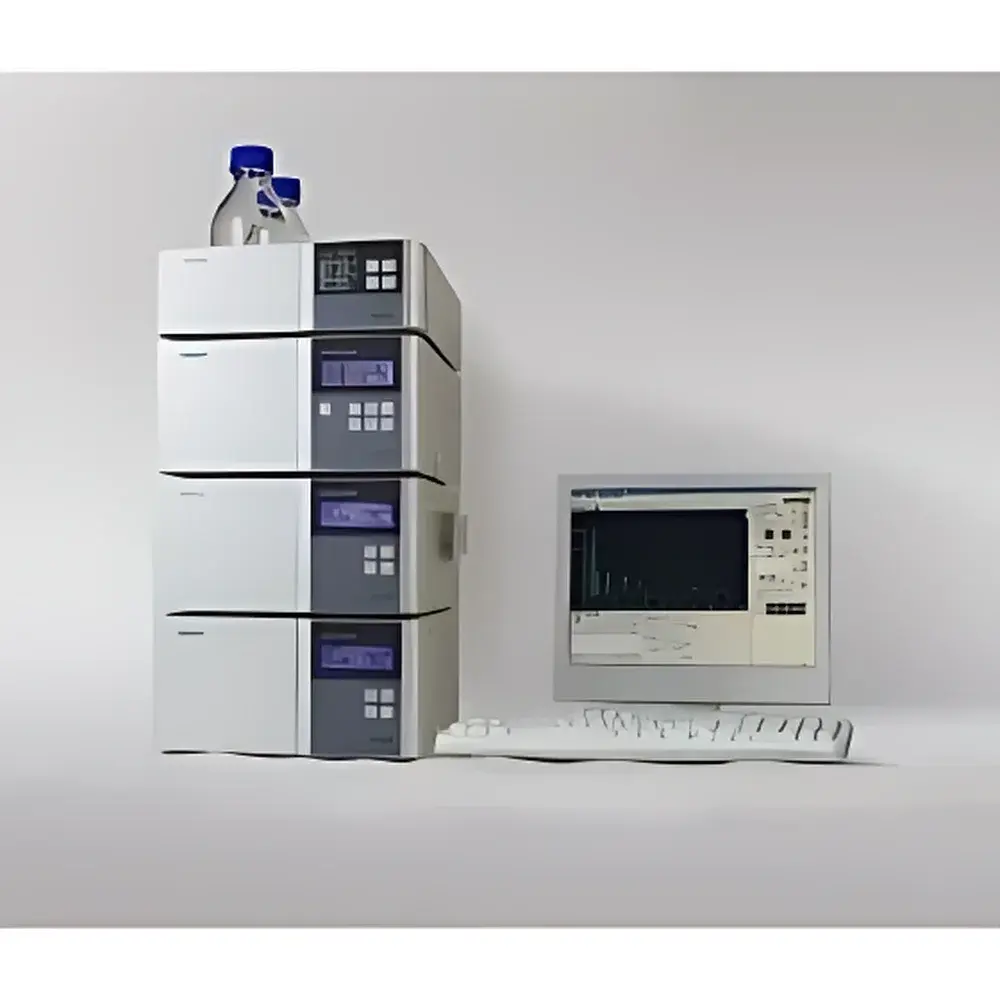
The LC-100 High-Performance Liquid Chromatography System is a modular, research-grade HPLC platform engineered for precision, robustness, and regulatory readiness in analytical laboratories. Based on classical reversed-phase and normal-phase separation principles, the system employs high-pressure gradient elution via dual-piston reciprocating pumps and real-time UV-Vis detection at variable wavelengths. Its architecture supports isocratic and multi-step gradient methods with full instrument control via digital communication protocols. Designed for compliance-critical environments—including QC labs in pharmaceuticals, food safety, and environmental testing—the LC-100 meets fundamental performance criteria aligned with ISO 17025 method validation requirements and provides traceable operational parameters suitable for GLP/GMP documentation workflows.
Key Features
- LC-P100 High-Pressure Solvent Delivery Module: Features parallel dual-piston pump design with <0.3% flow rate stability (Sr) and <±2% flow accuracy (Ss); integrated auto-retracting plunger mechanism enables seal replacement without disassembly.
- LC-UV100 UV-Vis Detector: Equipped with a deuterium lamp (2000-hour rated lifetime) and optional tungsten lamp for extended visible-range detection; patented dual-conical flow cell design improves signal-to-noise ratio by >40% versus conventional rectangular cells.
- Digital Signal Architecture: Fully digital signal path eliminates analog-to-digital conversion artifacts; baseline noise ≤2×10⁻⁵ AU (peak-to-peak, methanol, 1 mL/min, 254 nm) ensures reliable low-concentration quantitation.
- Column Oven LC-CO100 (Optional): Integrated solvent tray and dual-column mounting support; temperature control precision ±0.1 °C across 10–80 °C range with 1 °C programmable resolution.
- Modular Expandability: Supports optional refractive index (RI) and photodiode array (PDA) detectors; compatible with semi-preparative and quaternary low-pressure gradient configurations.
Sample Compatibility & Compliance
The LC-100 accommodates standard 3.9–4.6 mm ID analytical columns (up to 250 mm length) and is validated for use with aqueous/organic mobile phases containing volatile and non-volatile buffers (e.g., ammonium acetate, phosphate). Its pump’s dual-seal configuration with post-column wash capability minimizes salt crystallization and extends seal life under high-salt conditions—critical for peptide and oligonucleotide analysis per USP . All hardware components comply with IEC 61010-1 safety standards. The system’s pressure rating (42 MPa), flow precision, and wavelength accuracy (±2 nm, repeatability <0.1 nm) align with ASTM E260 and ISO 13877 verification benchmarks for liquid chromatographic instrumentation.
Software & Data Management
WS-100 Chromatography Workstation provides full bidirectional control of all LC-100 modules, including pump gradient programming, detector wavelength scanning (180–680 nm, 1 nm step), spectral acquisition, and event-driven relay outputs (e.g., valve switching, fraction collection). It supports audit-trail-enabled operation compliant with FDA 21 CFR Part 11 when deployed on validated Windows OS platforms. Data files are stored in vendor-neutral formats (e.g., .cdf) with embedded metadata (method parameters, calibration logs, timestamped events). Built-in tools include peak integration with tangent skim and baseline correction algorithms, retention time locking, and automated lamp energy monitoring using 486.6 nm and 656.1 nm hydrogen emission lines for wavelength calibration verification.
Applications
The LC-100 delivers reproducible separations for small-molecule pharmaceuticals (e.g., assay of active ingredients per USP monographs), natural product extracts (flavonoids, alkaloids), food additives (sorbic acid, benzoic acid), and environmental contaminants (PAHs, pesticides). Its sub-nanogram detection limit (5×10⁻⁹ g/mL for naphthalene) supports trace-level residue analysis in compliance with EU MRL regulations. The column oven’s precise thermal control enables method transfer between laboratories and supports temperature-sensitive separations such as chiral resolutions or polymer molecular weight distribution profiling. When coupled with PDA detection (optional), it facilitates peak purity assessment and spectral library matching per ICH Q5C guidelines.
FAQ
Does the LC-100 support GLP-compliant data integrity practices?
Yes—when configured with WS-100 on a validated computing environment, it supports electronic signatures, user access levels, and immutable audit trails per 21 CFR Part 11.
Can the system operate with high-pH mobile phases (e.g., pH 10–11)?
The LC-P100 pump uses chemically resistant sapphire and ruby check valves; however, long-term exposure to pH >8 requires stainless-steel wetted parts upgrade and frequent seal inspection.
Is the 42 MPa pressure rating maintained across the full flow range?
Yes—maximum pressure is sustained from 0.001 to 9.999 mL/min, verified per ISO 13877 Annex B.
What is the minimum injection volume accuracy at 1 µL?
Systematic evaluation shows ≤3% RSD for 1 µL injections using standard 10 µL syringes and validated autosampler protocols.
How is wavelength calibration performed and documented?
WS-100 includes automated spectral scan mode; users verify lamp output at 486.6 nm and 656.1 nm, recording deviations in the method log for traceability.



")

