



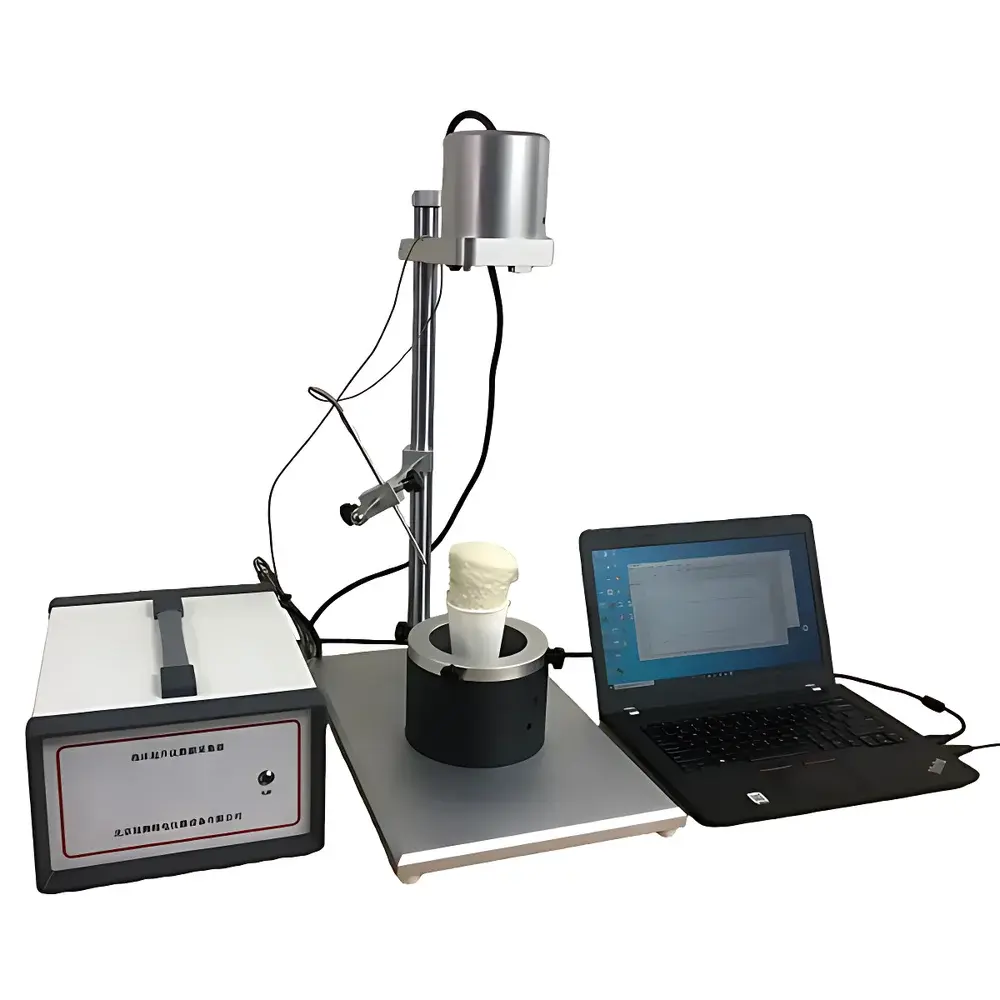
Guance PMQS-I2 Foam Rise & Expansion Universal Testing Machine
| Brand | Guance |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | Domestic (China) |
| Model | PMQS-I2 |
| Instrument Type | Electromechanical Universal Testing Machine |
| Power Supply | 220 V / 50 Hz |
| Vertical Travel Range | 0–800 mm |
| Optical Sensor Accuracy | ±1 mm |
| Optical Sensor Range | 10–1000 mm |
| Temperature Probe Range | 0–500 °C (Accuracy: ±0.5% FS) |
| Pressure Sensor Range (Optional) | 0–500 N |
| Sample Cup ID | 100 mm |
| Sample Cup Height | 200 mm |
Overview
The Guance PMQS-I2 Foam Rise & Expansion Universal Testing Machine is a specialized electromechanical testing system engineered for quantitative characterization of foam expansion dynamics during chemical or physical foaming processes. Unlike general-purpose tensile testers, the PMQS-I2 implements a dedicated kinematic architecture integrating high-resolution optical displacement sensing, real-time thermal monitoring, and optional pressure and polarization modules to capture multi-parameter evolution during foam nucleation, rise, gelation, and collapse. Its measurement principle relies on non-contact photometric profiling synchronized with time-stamped thermal and mechanical data acquisition—enabling precise determination of rise kinetics under controlled ambient or heated conditions. Designed for R&D laboratories and QC environments in polyurethane, silicone, phenolic, and bio-based foam development, the system supports ASTM D6223, ISO 4590, and GB/T 20740 test protocols for foam expansion behavior.
Key Features
- Automated real-time tracking of foam height vs. time using calibrated linear optical sensors (range: 10–1000 mm; resolution: ±1 mm)
- Dual-mode data acquisition: simultaneous recording of vertical displacement, temperature (0–500 °C, ±0.5% full scale), and optional compressive force (0–500 N)
- Computation of critical kinetic parameters: peak rise height, maximum rise velocity, mean rise rate, collapse onset time, and time-dependent retraction percentage
- Automatic start-time detection based on initial height threshold crossing, eliminating operator-dependent trigger bias
- Material-specific cup geometry compliance: standardized 100 mm inner diameter × 200 mm height disposable paper cups (ISO/IEC 17025-compatible sample containment)
- Integrated software-driven compensation for initial material height variation, ensuring inter-test comparability
- Optional high-frame-rate digital imaging module for visual validation of bubble morphology and surface integrity during expansion
- Modular hardware design supporting field-upgradable polarization electrodes (for electrorheological foam studies) and pressure transducers
Sample Compatibility & Compliance
The PMQS-I₂ accommodates liquid-to-foam transition systems including polyol-isocyanate blends, aqueous surfactant solutions, thermoplastic melt foams, and reactive resin formulations. Sample volume is constrained by the standard 100 mm ID × 200 mm H cup geometry, ensuring consistent boundary conditions across tests. All sensor subsystems are calibrated per ISO/IEC 17025 traceable procedures prior to shipment. The system meets electromagnetic compatibility (EMC) requirements per GB/T 18268.1–2010 (equivalent to IEC 61326-1) and electrical safety standards per GB 4793.1–2007 (IEC 61010-1). Data integrity complies with ALCOA+ principles (Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, Available), supporting GLP and GMP-aligned documentation workflows.
Software & Data Management
The proprietary Guance FoamTest Suite v3.2 provides a validated Windows-based interface with audit-trail-enabled user access control (role-based permissions), electronic signature support, and 21 CFR Part 11-compliant data handling. Raw sensor streams are logged at 10 Hz minimum sampling rate, stored in encrypted .gfd binary format with embedded metadata (operator ID, test ID, environmental timestamp, calibration certificate ID). Export options include CSV (for Excel/Origin analysis), PDF report generation with customizable templates (including pass/fail thresholds per parameter), and direct integration with LIMS via ODBC drivers. All curve plots (height–time, temp–time, force–time) support dual-Y axis overlay and derivative calculation (e.g., dH/dt for instantaneous velocity).
Applications
- Formulation optimization of blowing agents and catalysts in rigid and flexible PU foams
- Quality control of prepolymers and curatives in automotive seat cushion manufacturing
- Thermal stability assessment of intumescent fire-retardant foams under ramped heating profiles
- Electrorheological response evaluation of conductive polymer foams under DC bias fields (with optional polarization module)
- Accelerated aging studies correlating initial rise kinetics with long-term dimensional stability
- Validation of computational fluid dynamics (CFD) models simulating gas-phase transport in expanding cellular structures
FAQ
What standards does the PMQS-I2 support for foam expansion testing?
It aligns with ASTM D6223 (Standard Test Method for Determining the Rise Profile of Flexible Polyurethane Foam), ISO 4590 (Foams—Determination of Rise Behavior), and Chinese national standard GB/T 20740.
Is the optical height measurement affected by foam surface reflectivity or opacity?
The system employs diffuse-reflection optimized infrared LED emitters and quadrant photodiode receivers, enabling stable tracking across low-reflectivity (e.g., carbon-black-loaded) and semi-opaque (e.g., water-blown) foam surfaces.
Can test data be exported for statistical process control (SPC) analysis?
Yes—CSV exports include all raw and derived parameters with timestamps, compatible with JMP, Minitab, and Python pandas workflows for capability analysis (Cp/Cpk) and multivariate trend monitoring.
Does the system require external environmental conditioning?
No—ambient operation is standard; optional chamber integration (−20 to +80 °C) is available for temperature-controlled rise profiling per ASTM D7219.
How is sensor calibration maintained over extended use?
Each optical sensor includes factory-applied NIST-traceable calibration coefficients stored in onboard EEPROM; users may perform field verification using certified gauge blocks per ISO 9001 clause 7.1.5.2.



