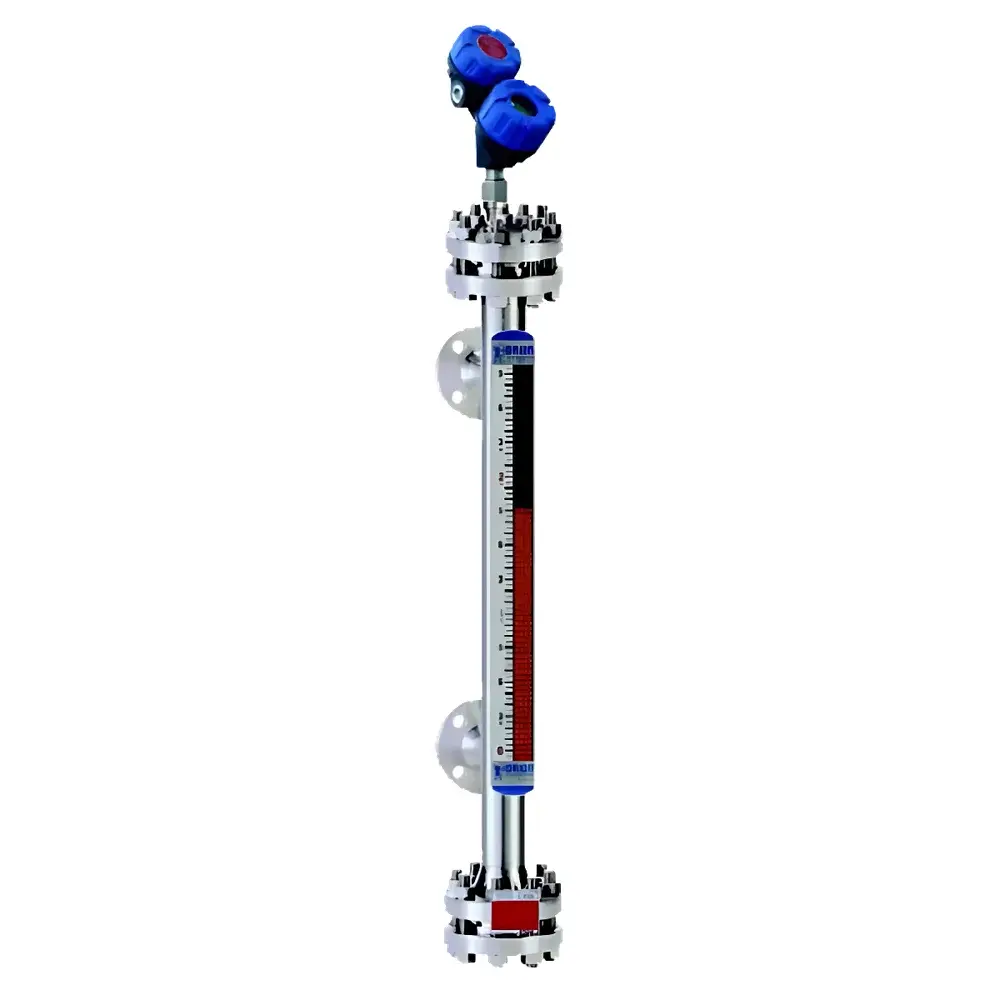
MAGNETROL Aurora® Magnetic Level Indicator with Integrated Guided Wave Radar
| Key | Brand: MAGNETROL |
|---|---|
| Model | Aurora® Magnetic Level Indicator |
| Measurement Principle | Buoyancy + Magnetic Coupling + Guided Wave Radar (GWR) |
| Process Pressure | Up to 310 bar |
| Process Temperature | Up to 425 °C |
| Minimum Medium Specific Gravity | 0.25 |
| Construction | All-metal, ASME U- and UM-stamped, PED-compliant, NACE MR0175/ISO 15156 certified |
| Indicator | Patented Reveal® wide-view magnetic display |
| Options | Remote-mounted electronics, custom range calibration, multiple process connections (ANSI, DIN, JIS), high-temperature & cryogenic insulation, external reed switches, pneumatic/electrical level switches |
| Compliance | ASME B31.1, ASME B31.3, PED 2014/68/EU, NACE MR0175/ISO 15156 |
Overview
The MAGNETROL Aurora® Magnetic Level Indicator with Integrated Guided Wave Radar is an engineered dual-technology level measurement solution designed for mission-critical industrial applications where reliability, redundancy, and regulatory compliance are non-negotiable. Unlike conventional single-principle instruments, the Aurora® combines two physically independent measurement methods—mechanical buoyancy-based magnetic coupling and time-domain reflectometry (TDR) via guided wave radar—within a single, unified chamber assembly. This architecture ensures continuous, real-time cross-verification of liquid level without shared failure modes. The magnetic level indicator operates on Archimedean buoyancy: a float with density tuned to the process medium moves vertically with liquid level, transmitting position via magnetic coupling to external Reveal® flip-dot indicators. Simultaneously, the integrated GWR probe emits low-energy microwave pulses along a rigid or flexible probe; the time delay between pulse transmission and echo return from the liquid surface is converted into a precise analog or digital level signal. This hybrid approach satisfies functional safety requirements for SIL 2-capable systems (per IEC 61508) and supports validation under FDA 21 CFR Part 11 when paired with compliant data logging infrastructure.
Key Features
- True hardware-level redundancy: Independent magnetic and radar sensing paths eliminate common-cause failures inherent in software-based voting systems.
- Patented Reveal® wide-view magnetic indicator: 180° viewing angle with high-contrast, UV-stable polymer flaps; readable at distances up to 15 meters under ambient lighting.
- ASME Section VIII Div. 1–certified pressure chamber with U- and UM-stamp authorization; rated for static pressures up to 310 bar (4500 psi) and temperatures from –196 °C to +425 °C.
- Full-metal wetted construction available in 316 stainless steel, Alloy C-276, and duplex/super-duplex grades; all materials certified to NACE MR0175/ISO 15156 for sour service environments.
- Process compatibility across low-dielectric media (εr ≥ 1.4) and low-specific-gravity liquids (SG ≥ 0.25), including hydrocarbons, amine solutions, condensates, and aggressive alkylate streams.
- Modular electronics architecture: GWR transmitter supports HART 7, FOUNDATION Fieldbus, and PROFIBUS PA protocols; configurable for local display, 4–20 mA output, and discrete alarms.
Sample Compatibility & Compliance
The Aurora® is validated for use in high-integrity process trains governed by ASME B31.1 (Power Piping) and ASME B31.3 (Process Piping) design codes. Its pressure boundary conforms to PED 2014/68/EU Category IV requirements. All wetted components undergo traceable material certification per EN 10204 3.1, with full mill test reports available upon request. For pharmaceutical and biotech applications, the sealed magnetic chamber eliminates process contact with indicator mechanisms—supporting cGMP alignment and facilitating cleaning validation. The system meets API RP 551 instrumentation guidelines for boiler drum, condenser, and feedwater heater installations, and has been deployed in refinery vacuum tower sumps handling thermally unstable alkylate fractions.
Software & Data Management
The integrated GWR transmitter includes embedded diagnostics per IEC 61508 Annex F, reporting probe health, echo quality, and signal-to-noise ratio in real time. Configuration is performed via MAGNETROL’s free Insight™ PC software or handheld configurator, supporting device description (DD) files for AMS Device Manager and DeltaV integration. Audit trails capture all parameter changes with timestamp, user ID, and IP address—enabling compliance with FDA 21 CFR Part 11 electronic record requirements when deployed on validated networks. Data export supports CSV and XML formats for integration into MES and historian platforms (e.g., OSIsoft PI, Emerson DeltaV DCS).
Applications
- Boiler steam drums and economizers requiring ASME Code-compliant direct-reading backup to differential pressure transmitters.
- Vacuum distillation column sumps exposed to low-pressure, high-temperature hydrocarbon vapors (e.g., alkylation units).
- Oily water separators in offshore platforms where emulsion layers challenge radar-only systems.
- Condensers and deaerators operating above 370 °C with saturated steam environments.
- Cryogenic LNG storage tanks using optional vacuum-jacketed extension sections.
FAQ
Does the Aurora® require recalibration when switching between different process fluids?
No—magnetic float density is selected during specification to match the target medium’s specific gravity; GWR measurement is unaffected by dielectric changes within its operational εr range.
Can the magnetic indicator be viewed through insulated cladding?
Yes—Reveal® indicators maintain readability through standard mineral wool or calcium silicate insulation up to 100 mm thickness; optional thermal shields support direct mounting on bare vessels.
Is third-party SIL verification available for the integrated system?
Yes—TÜV Rheinland and exida have issued SIL 2 certificates for the Aurora® GWR subsystem; full system SIL assessment requires site-specific FMEDA per IEC 61511.
What proof testing intervals are recommended for safety-critical installations?
Per IEC 61511, proof tests shall be performed at intervals not exceeding the safe failure fraction (SFF)-derived PFDavg target; typical recommendation is 12 months for SIL 2 applications.
Are hazardous area certifications available?
Yes—models certified to ATEX II 1/2G Ex ia IIC T6 Ga, IECEx Ex ia IIC T6 Ga, and UL/cUL Class I Div 1 Groups A–D, T6.


")

