Olympus Automated Plate Inspection System
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Product Origin | Domestic (China) |
| Model | Custom-Configurable Ultrasonic Array System |
| Pricing | Available Upon Request |
Overview
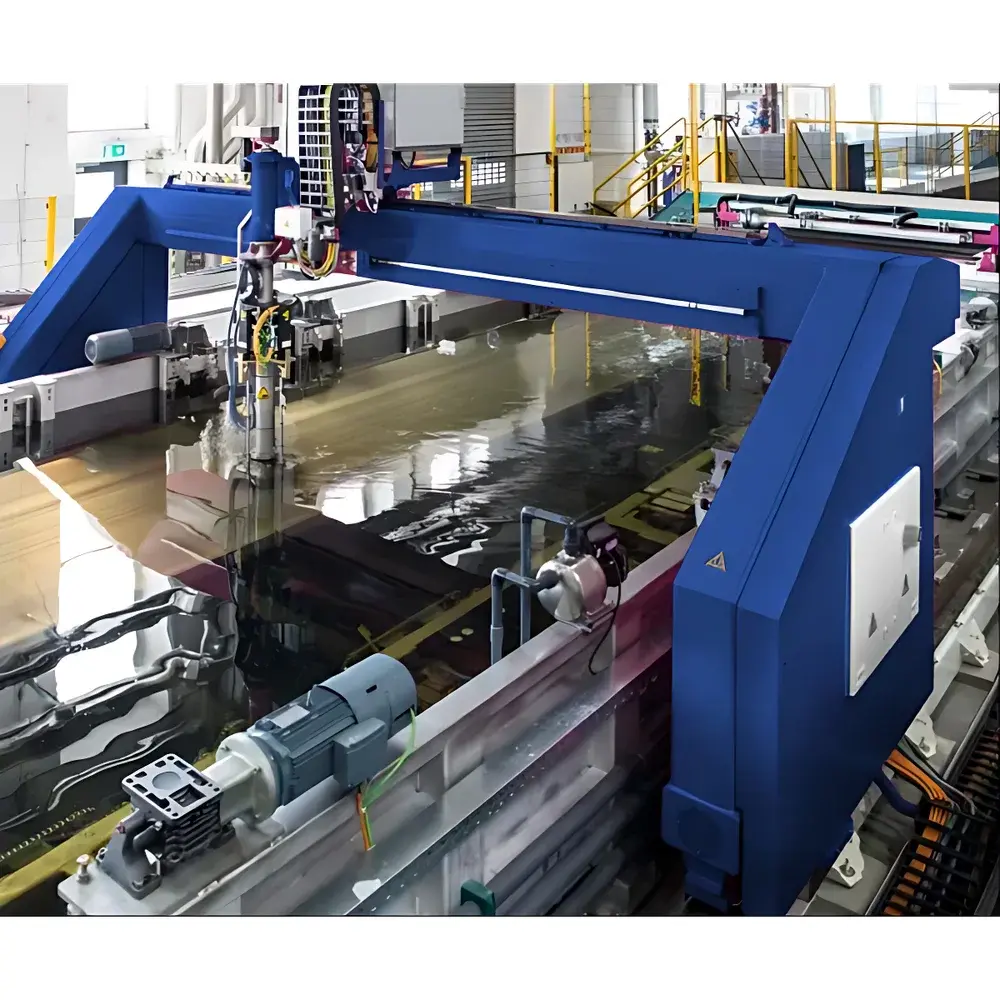
The Olympus Automated Plate Inspection System is a high-throughput, computer-controlled ultrasonic testing (UT) platform engineered for non-destructive evaluation of flat and slightly curved metallic and composite plates used in aerospace, pressure vessel manufacturing, shipbuilding, and structural steel fabrication. Built upon phased array ultrasonic testing (PAUT) and time-of-flight diffraction (TOFD) principles, the system delivers rapid, repeatable volumetric inspection with full data traceability. It integrates motorized X-Y scanning bridges or robotic gantries with multi-channel ultrasonic instrumentation to perform fully automated raster scans across large-area plate stock—typically ranging from 3 mm to 200 mm thickness—with real-time A-scan, B-scan, C-scan, and S-scan imaging. The system operates in pulse-echo and through-transmission modes, supporting both contact and immersion techniques depending on surface finish, material attenuation, and required resolution.
Key Features
- Fully programmable scanning paths with sub-millimeter positional repeatability (±0.1 mm), synchronized with high-speed ultrasonic data acquisition (up to 160 channels, 64 active elements per probe)
- Integrated PAUT/TOFD modules compliant with ISO 13588, ASTM E2700, and EN 1330-4 standards for defect characterization and sizing
- Real-time C-scan imaging with dynamic depth gating, gain compensation, and noise suppression algorithms optimized for plate geometry
- Modular probe carriage accommodating dual linear arrays, matrix arrays, or custom wedge configurations for longitudinal (L-wave) and shear (S-wave) wave propagation
- Robust industrial enclosure rated IP54, compatible with shop-floor environments including temperature fluctuations (10–40 °C) and ambient humidity up to 85% RH non-condensing
- Automated report generation with embedded inspection parameters, calibration records, and annotated flaw maps exportable in PDF, XML, and ASME BPVC Section V-compliant formats
Sample Compatibility & Compliance
The system supports inspection of carbon steel, stainless steel, aluminum alloys, titanium, and fiber-reinforced polymer (FRP) plates. Surface preparation requirements follow ASTM E1158 and ISO 16810 guidelines—typically requiring mill-scale removal or light grit blasting to achieve Ra ≤ 6.3 µm for optimal coupling. Thickness range coverage is validated per ASME BPVC Section V, Article 4, with minimum detectable flaw sizes defined by signal-to-noise ratio (SNR ≥ 12 dB) and lateral resolution ≤ 2 mm at 5 MHz center frequency. All calibration procedures—including reference block verification using IIW or AWS D1.1 Type A blocks—are logged with user authentication and timestamped audit trails. The system architecture supports GLP/GMP-aligned workflows and is configurable for FDA 21 CFR Part 11 compliance when paired with Olympus NDT Connect software and enterprise identity management.
Software & Data Management
Olympus NDT Connect serves as the central software interface, providing intuitive scan setup, live monitoring, post-processing analysis, and long-term archival. It enables advanced tools such as synthetic aperture focusing technique (SAFT), total focusing method (TFM), and encoded depth-sizing algorithms per ISO 2400. Raw RF data is stored in industry-standard .udx format, ensuring interoperability with third-party analysis platforms like R/D Tech UltraVision or CIVA. Data integrity is enforced via SHA-256 hashing of all inspection sessions; version-controlled configuration files and electronic signatures meet ISO/IEC 17025 documentation requirements. Optional cloud synchronization allows secure remote review by QA supervisors and integration into enterprise quality management systems (QMS) via RESTful API.
Applications
- Production-line screening of rolled steel plates prior to welding or forming operations
- In-service inspection of storage tank floor plates for corrosion mapping and pitting assessment
- Acceptance testing of clad plates (e.g., stainless cladding on carbon steel substrate) for bond integrity and interfacial defects
- Verification of heat-treated plate microstructures via velocity-based grain size estimation
- Pre-shipment certification for ASME, PED, or ABS-classified components requiring full volumetric coverage
- Research-grade characterization of additively manufactured metal plates for porosity and lack-of-fusion detection
FAQ
What ultrasonic frequencies does the system support?
Standard configurations operate from 1 MHz to 10 MHz, with optional broadband transducers extending to 15 MHz for thin-section or high-resolution applications.
Can it inspect coated or painted plates?
Yes—low-frequency (1–2.25 MHz) PAUT setups with delay-line wedges enable reliable inspection through non-metallic coatings up to 3 mm thick, provided acoustic impedance matching is verified.
Is robotic integration supported?
The system provides native EtherCAT and RS-422 interfaces for seamless synchronization with six-axis robots or龙门 gantries; OEM-level SDKs are available for custom path planning.
How is calibration traceability maintained?
All calibrations reference NIST-traceable ultrasonic standards; digital logs include operator ID, environmental conditions, equipment serial numbers, and measurement uncertainty budgets per ISO/IEC 17025 Clause 7.7.
Does it support automated pass/fail decision logic?
Yes—rule-based acceptance criteria can be configured per customer specification (e.g., ASTM E2375 Level 3 severity thresholds) with visual alerts and automatic flagging of non-conforming zones in C-scan output.



